и других зданий культурно-зрелищного назначения был представлен на выставке «Стройиндустрия и архитектура-2000». Современный кинотеатр — сложнейшее инженерное сооружение, которое включает:
• аппаратные киномехаников, звукооператоров, светотехников и т. д.;
• «начинку» из электронной и компьютерной техники, акустических систем, осветительных приборов и т. д.;
• помещения для игровых автоматов, детского досуга, занятий кружков и т. д.;
• системы пожаротушения, безопасности, коммуникаций и т. д.
А также многое другое, что превращает кинотеатр в культурный и даже деловой центр — в зависимости от его статуса в конкретном населенном пункте. Естественно, что при его проектировании приходится учитывать интересы множества организаций, специалистов, властей, а также разнообразных товарищей, принимающих участие в инвестировании. Т. е. ситуация напоминает строительство Вавилонской башни по проектору архитектора Крылова «Лебедь, рак и щука». Собственно, здесь одна из причин, почему у нас так медленно движется дело со строительством современных кинотеатров.
Программный пакет ArchiCAD, версия 6,5 помогает выйти из затруднительного положения. Это «виртуальное здание», которое поступает в распоряжение всех участников проектирования: и архитекторы, и конструкторы, и смежники получили инструмент, координирующий их совместную деятельность. Благодаря особенностям виртуального построения зданий и сооружений все участники имеют возможность не только сверить свои решения, ной непосредственно внести изменения, не покидая рабочих мест. Разработчики программы особо подчеркивают, что Archi CAD 6,5 становится местом встречи также и для заказчиков и инвесторов с уже названными участниками проектирования.
Но инвестор — чаще всего не специалист ни в архитектуре, ни в акустике, ни в кинопроекции. Все тонкости ему приходится объяснять «на пальцах»: язык «распальцовки» большинство инвесторов понимает особенно хорошо. И в этом еще одна причина нашего отставания с современными кинотеатрами. Между тем, на выставке был представлен набор программных продуктов, который позволяет поместить в среду проектируемого виртуального кинотеатра следующие визуализации:
• имитация кинофильма (с движущимся видео) на экранах кинозалов, распространение звуковых волн от всех динамиков акустических систем (подобрав таким образом их оптимальное расположение с учетом отражений и поглощений), комбинации лучей и их цветов от осветительных приборов; программа — 3DStudio MAX;
• расположение зрителей в зале, потоки людей при эвакуации, движения и мизансцены артистов и исполнителей; программа — Character Studio (программа анимации двуногих персонажей в среде);
• расположение кинотеатрально-культурного центра в окружающем ландшафте, включая подбор для этого ландшафта различных видов растений; программа — 3D Studio VIZ. А. Барсуков, журнал "ТКТ", № 12, 2000 г.
 Саморегулирующийся нагревательный кабель
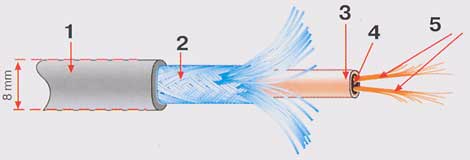
Саморегулирующийся нагревательный кабель К-3 для систем противообледенения. Характеризуется сложной зависимостью теплового выделения от температуры. Теплоэлемент - полупроводниковая матрица типа МRО. Изоляция двойная. Прочность изоляции - Аrmоring сlаss С. UV-rеsistаnсе. Бронирование - оплетка из гальванизированной стали. Погонная мощность (режим "защита крыш от сосулек") – 38 Ватт/метр при 0о С (тающий лед) - 17 Ватт/ метр при +4о С. Область применения: защита от сосулек, обогрев кровли, обогрев трубопроводов. Обозначения на рисунке: 1- оболочка; 2 - плетёная броня-кольчуга плюс экран; 3 - изоляция; 4 - матрица; 5 - медные проводники.
Формат АРПС (утвержден Госстроем как общий формат обмена данными между сметными программами) был придуман разработчиками программного обеспечения для импорта и экспорта смет разных форматов и обмена информацией между различными приложениями. Для экспорта информации в формат АРПС 1.10 воспользуйтесь командой Экспорт меню ФАЙЛ и из вложенного меню выберите команду … Единый блок обмена АРПС 1.10. В формат АРПС 1.10 производится экспорт открытой на данный момент формы документа Smeta WIZARD 3.5. Причем экспортируются только локальные сметы. Чтобы импортировать информацию из формата АРПС 1.10 откройте новый документ Smeta WIZARD 3.5. Единый блок обмена АРПС 1.10. Импорт локальных смет из программного продукта «Багира» производится аналогично импорту из MS Excel, только в списке типов файла нужно выбрать тип «Файлы Багира». Импорт производится из файлов смет ПП АВС (версии 4РС). Данные файлы не имеют расширения и являются текстовыми файлами в кодировке DOS. При импорте информации, расценки добавляются согласно шифру, представленному в файлах смет АВС. Если шифр импортируемой расценки отсутствует в базе данных программы Smeta WIZARD 3.5, то в смету добавляется пустая расценка. По материалу "Swaap-технология"
Эмаль будет ложиться ровнее и мазки будут менее заметны, если держать кисть под углом 45°. При покраске больших площадей лучше всего работать двум малярам - один наносит эмаль, другой тут же распределяет её ровным слоем. После использования кисти в течение 20 минут, рекомендуется её очистить или заменить на другую для продолжения покраски. Для протирания используйте ткань не содержащую пуха/ворса. Во время работы периодически перемешивайте краску. Перед мочилом покраски смочите окружающую территорию водой, чтобы не поднимать пыли. Для нанесения верхнего слоя не используйте новую кисть - мазки будут менее заметны. Лучше всего производить покраску утром в сухую теплую погоду - в холодную погоду больше времени потребуется для просушки, а повышенная влажность может стать причиной утраты покрытием блеска. Избегайте красить прямо из банки - это может привести к загрязнению эмали и сокращению срока ее годности. Наливайте в отдельную емкость то количество эмали, которое Вы предполагаете использовать единовременно. DOI - это сокращение от Dostinction jf Image (распознавание отражения). Данный термин относится к яркости покрытия и определяется способностью четко отражать изображение заданного предмета. DOI можно измерять по цифровой шкале. Обычно в промышленности DOI считается признаком качества, поскольку измеряет гладкость покрытия и "влажность" глянца. Большинству людей приводится ежедневно оценивать DOI при взгляде на любую окрашенную поверхность. Блестящая, качественная поверхность имеет более высокий показатель DOI, чем мутная и темная поверхность. Чтобы добиться хорошего качества покрытия, следует сначала оценить состояние существующего покрытия, чтобы определить, какие подготовительные работы необходимы. Внимательно осмотрите поверхность, чтобы выявить участки, на которых имеются повреждения, отслоение или иные признаки разрушения покрытия. Очистите поверхность с помощью средства Yacht Line Super Cleaner, чтобы удалить загрязнения Еще раз осмотрите поверхность, убедитесь, что ни один из поврежденных участков не остался незамеченным.
Если покрытие в хорошем состоянии, произведите шлифовку с помощью мокрой или сухой шкурки (зернистость 380-330) После того, как поверхность высохнет, удалите остатки пыли.
Если на отдельных участках имеются повреждения, эти участки могут быть восстановлены с помощью шпатлевки Watertite Epoxy Filter/
Если имеющееся покрытие в целом имеет признаки отслоения, на всей поверхности появились трещины, краска отшелушивается, покрытие нужно полностью удалить с помощью скребка, путем шлифовки или используя химическое средство для снятия краски.
Нанесение подмалевка придаст дополнительную прочность красочному слою и улучшит адгезию Чтобы добиться качественного верхнего слоя, рекомендуем нанести второй слой подмалевка, смешав его с эмалью в пропорции 50:50. Таким обраэом, Вы получите состав, который выделит оставшиеся дефекты, их модно будет гладко зашлифовать Эта процедура также поможет достичь дополнительного глянца и глубины цвета верхнего слоя краски.
ПРОВЕРКА СОВМЕСТИМОСТИ: Для проверки совместимости имеющегося красочного покрытия с двухкомпонентной полиуретановой эмалью. намочите кусок ткани в разбавителе № 9 и закрепите его на ранее окрашенной поверхности на сутки. Если поверхность размягчится, это означает, что. скорее всего, покрытия несовместимы. В этом случае следует наносить только однокомпонентную краску. При нанесении эмали, чем шире кисть, тем лучше. Для нанесения блестящих эмалей больше всего подходят кисти с длинной гибкой щетиной. Для нанесения эмали кистью хорошо подходит техника Union Jack. Сначала эмаль наносится мазками по диагонали слева и справа. Затем эмаль наносится горизонтальными маpками, прежде чем будут наложены вертикальные мазки в качестве последнего штриха. Этот метод дает наилучший результат, так как обеспечивает ровное растекание эмали.
ВАЛИК И КИСТЬ. Качественное блестящее покрытие получается при использовании валика из плотного мелкопористого материала, так как в этом случае удается свести к минимуму образование пузырей, как это бывает в случае использования мохеровых валиков или валиков из крупнопористых материалов. В этом случае эмаль наносится более тонким слоем, в связи с чем, возможно, придется нанести больше слоев.
Валик используется для нанесения эмали на поверхность, а подушечка или кисть- для равномерного распределения эмали. Метод дает особенно хороший результат. когда одновременно работают два маляра. Прежде чем остановить свой выбор на том или ином методе, сначала, попрактикуйтесь, чтобы определить, в каком случае покрытие будет наилучшим.
Во время шлифовки или нанесения лака, всегда обрабатывайте поверхность в направлении древесных волокон. Это поможет избежать царапин, которые могут проявиться даже после нанесения большого количества слоев лака.
ЛАКОВОЕ ПОКРЫТИЕ В ХОРОШЕМ СОСТОЯНИИ, БЕЗ ПОВРЕЖДЕНИЙ. Произведите шлифовку с помощью мокрой или сухой шкурки. После того, как поверхность высохнет протрите её чтобы удалить пыль.
ЛАКОВОЕ ПОКРЫТИЕ В ХОРОШЕМ СОСТОЯНИИ, НА ОТДЕЛЬНЫХ УЧАСТКАХ ИМЕЮТСЯ ПОВРЕЖДЕНИЯ. Эти участки могут быть восстановлены с помощью шпатлевки Interfill 100. Затем, возможно, на отдельные участки будет необходимо нанести грунт и лак, и перед окончательным лакированном отшлифовать всю поверхность.
ЛАКОВОЕ ПОКРЫТИЕ В ПЛОХОМ СОСТОЯНИИ: Если старое лаковое покрытие в цепом имеет признаки отслоения, на всей поверхности появились трещины лак отшелушивается, покрытие нужно полностью удалить с помощью скребка, путем шлифовки или используя химическое средство для снятия краски.
Мы рекомендуем разбавить первый слой лака соответствующим разбавителем на 10 %. При этом состав глубже проникнет в лакируемый материал, обеспечивая лучшую адгезию последующих слоев.
После нанесения первого слоя поверхность становится шероховатой вследствие того. что концы древесных волокон впитывают лак и разбухают. Устранить шероховатость можно путем шлифовки шкуркой средней зернистости (320-400).
Обычно при лакировании лак наносится кистью, хотя при лакировании плоских поверхностей большой площади с успехом попользуется валик. Наносите лак энергичными мазками вдоль и поперек волокон, держа кисть под углом 90 к поверхности. Затем произведите "доводку плавными мазками, держа кисть под углом 45 в направлении волокон. Для лакирования следует использовать специальную кисть.
Для всех лаков обычно рекомендуется наносить не менее трех не разбавленных слоев. Однако чтобы добиться качественного покрытия, нужно
планировать наносить до 10 слоев, в зависимости от типа лака. По мере увеличения числа слоев (со шлифовкой перед нанесением очередного слоя) покрытие будет приобретать все больший блеск и глубину сияния.
ПОЛЕЗНЫЕ СОВЕТЫ
Скруглите края скребка напильником, чтобы избежать случайного нанесения глубоких царапин. Следите за тем. чтобы шкурка для шлифования была чисти и. периодически меняйте шкурку на новую. Начинайте шлифовку шкуркой крупной зернистости, постепенно переходя к более мелкой. Лучше всего наносить лак утром в сухую теплую погоду- в холодную погоду больше времени требуется для просушки, а повышенная влажность может стать причиной утраты покрытием блеска. Следите за тем. чтобы кисть всегда была чистой и ранее не использовалась для других работ. Всегда покупайте лак и кисти самого высшего качества, что обеспечит наилучший конечный результат. Новые кисти перед использованием следует промыть. Прежде чем приступить к работам на судне, опробуйте лак на куске доски. При лакировании поверхностей большой площади наносите лак валиком из пористого материала, после чего лак следует тут же равномерно распределить широкой кистью, лучше, если работа выполняется вдвоем. Промыв кисть в соответствующем разбавителе, помойте её в теплой воде с моющим средством, просушите и заверните в бумагу, придав первоначальную форму. Вы также можете, почистив и промыв кисть, подвесить её за ручку, чтобы щетина не приобрела форму рыбьего хвоста. Поскольку лак в банке со временем стареет. в нем могут появиться сгустки или загрязнения. Слейте лак в отдельную емкость, процедив через марлю, фильтр для краски или старый чулок, что также вполне подойдет в качестве фильтра. Избегайте красить прямо из банки, так как это приведет к загрязнению лака. Наливайте в отдельную емкость то количество лака, которое Вы предполагаете использовать единовременно. Не используйте лак. который долгое время находился открытым - лак вобрал много пыли. Производите лакирование деревянной поверхности, когда на поверхность не падает прямой солнечный свет. Не следует затягивать с нанесением состава на необработанные деревянные конструкции, так как дерево имеет свойство впитывать влагу из воздуха. ПРЕДУПРЕЖДЕНИЕ: Некогда не наносите на алюминий средства, содержащее окись меди. УДАЛЕНИЕ КРАСКИ Для снятия старого фасочного слоя необходим скребок Требуется, чтобы скребок был всегда заточен Рекомендуется округлить углы скребка, чтобы свести к минимуму риск нанесения царапин
ШЛИФОВКА что касается шлифования, требуемое количество шкурки предсказать чрезвычайно трудно Приблизительный расход шкурки - один лист на квадратный метр необработанной поверхности такой как дерево или стеклопластик Чтобы добиться более гладкой поверхности, лучше использовать шлифовальный брусок Для окрашенной поверхности приблизительный расход шкурки - половина листа на квадратный метр, столько же потребуется и для шлифовки между нанесением слоев
ДЛЯ НЕОБРАСТАЮЩИХ КРАСОК ПРИМЕНЯЕТСЯ ТОЛЬКО ВЛАЖНАЯ ШЛИФОВКА. ПОДГОТОВКА Для перемешивания эмали перед использованием лучше всего подойдет деревянная палочка Пыль следует удалить с поверхности Участки, подлежащие окраске, необходимо изолировать с помощью пленки {Следите затем, чтобы у пленки были чистые края). Для этого модно использовать бумажную ленту либо специальную пленку.
КИСТИ Очень важно использовать кисти хорошею качества широкие и удобные в работе Хорошая кисть - ценное приобретение после использования кисть необходимо тщательно промыть.
ВАЛИКИ Общее правило таково, что для нанесения необрастающей краски необходимо использовать валик со средним ворсом, валик из мелкопористого материала используется для нанесения составов, придающих поверхности глянец.
ПУЛЬВЕРИЗАТОРЫ Нанесение краски разбрызгиванием требует оснащения специальным оборудованием При нанесении путем разбрызгивания двухкомпонентных составов необходимо работать в специальной защитной маске Двухкомпонентные полиуретановые составы наносить путем разбрызгивания не рекомендуется.
Свойства красок таковы, что при нанесении рекомендуемого числа слоев невысохшее покрытие будет иметь определенную толщину Это общее правило, поскольку в зависимости от техники нанесения краски и рабочих инструментов толщина слоев модет быть различной Вероятность того, что толщина покрытия будет больше, чем требуется Сводится к минимуму, если наносить рекомендуемое число слоев, соблюдая рекомендуемые промежутки времени до нанесения следующего слоя Чтобы толщина покрытия не получилась меньше, чем требуется используйте рекомендуемое количество краски. По материалам компании International
Анодно-катодная антикоррозийная защита (магниевая). Гальванические аноды в комплекте применяются для катодной защиты металлического оборудования, находящегося в воде или грунте, от электролитической коррозии. Особенно уместно их использование для предохранения стальных цистерн и коротких участков трубопроводных линий с качественной пассивной пленочной изоляцией.
Цель защиты – предотвращение коррозии в местах дефекта пассивной изоляции, которые появились в результате ошибок при монтаже или старения изоляционного материала.
Гальванический анод в комплекте состоит из следующих главных частей:
· Гальванический анод из сплава магния марки AZ63, сердечник анода помещен в текстильный мешок
· Соединительная коробка, которая служит для подключения гальванического анода к защищаемой конструкции и далее позволяет проводить контрольные измерения
· Соединительный кабель связывает соединительную коробку с защищаемой конструкцией
Преимущества анодно-катодной защиты:
· 2 анода в одном комплекте
· Простота монтажных работ
· Надежность
· Отсутствие необходимости в сервисном обслуживании
ЗАЧЕМ НУЖНА АНОДНО-КАТОДНАЯ АНТИКОРРОЗИОННАЯ ЗАЩИТА (ЭЛЕКТРОХИМИЧЕСКАЯ ЗАЩИТА ИЛИ ЭХЗ)? Для стальных резервуаров, уложенных в грунт, скорость разрушения зависит во многом от коррозионности грунта, в частности, от типа грунта, состава и концентрации веществ, содержания влаги, проникновения воздуха в грунт, структуры грунта, температуры и удельного сопротивления грунта, наличия в грунте бактерий, активизирующих коррозионные процессы. Оценивается коррозионная активность грунта по величине его удельного электросопротивления (чем меньше электросопротивление, тем выше степень коррозии).
На интенсивность коррозии оказывает влияние также неоднородность металла, механические напряжения, температуры и т.д. Неоднородность металла приводит к появлению коррозионных микроэлементов в местах соприкосновения с грунтом или в месте изменения физических свойств грунта. Коррозия может произойти и из-за наличия макровключений – окалины, царапины, вмятины, наклепа, поперечных и продольных сварных швов, макроструктурной неоднородности физико-химических свойств почв.
Основные методы используемые для защиты металлов от коррозии это:
▪ Применение защитных покрытий :
Подземные емкости для хранения СУГ компании «Дельтагаз» (Чехия) защищены эпоксидным покрытием ILAEPOX с минимальной толщиной 1 мм согласно DIN 4681.
Покрытие на заводе измерено и испытано на сохранность посредством неразрушающего пробоя максимальным напряжением 20 кВ.
Согласно требованиям «Правил устройства и безопасной эксплуатации сосудов, работающих под давлением» (ПБ 03-576-03) после монтажа емкости до момента закапывания необходимо повторно проверить поверхность емкости посредством неразрушающего пробоя максимальным напряжением 15 кВ. Данные заносятся в паспорт на сосуд.
▪ Приготовление сплавов, стойких к коррозии:
Емкости для хранения СУГ компании «Дельтагаз» (Чехия) изготовлены из стали S355 концерна «Крупп» (Германия), являются высоколегированными, прочными и коррозионно-стойкими.
▪ Электрохимические методы защиты:
Данная защита основана на использовании принципа гальванических пар. Если к стальному подземному сооружению (емкость для хранения СУГ) подключить протектор из более активного металла, чем железо (входит в состав стали), то будет образована гальваническая пара, в которой защищаемое сооружение будет катодом, а протектор анодом.
Протекторную защиту называют катодной защитой гальваническими анодами (или анодно - катодной защитой).
Принцип действия гальванического элемента основан на различной активности металлов. При взаимном контакте двух различных металлов в присутствии электролита один из металлов (более активный, в нашем случае магнезий Mg) отдаёт электроны другому (менее активному, в нашем случае железу Fe) Если соединить эти металлы проводником через гальванометр, то последний покажет наличие электрического тока (гальванический элемент). Разрушается при этом более активный металл.
Таким образом, вследствие разности потенциалов протектор – ёмкость в цепи протекторной установки возникает электрический ток, который, притекая на защищаемый объект, создаёт на нём потенциал более отрицательный, чем до подключения протекторной установки. Протектор же под действием стекающих с него токов разрушается ( Mg → Mg2+ )
При выполнении проектных работ, на основании данных о геологии грунта и удельного сопротивления грунта проводится расчет необходимого количества комплектов анодно – катодной защиты.
Для контроля действия протектора применяется МЭС (медно-сульфатный электрод сравнения).
Разность потенциалов между потенциалом емкость – МЭС, и потенциалом аноды – МЭС должна быть не менее 0.85 В. По материалу "МИТЕКС"
КРАСКОПУЛЬТ изготовили в новопокровской школе № 10. Он нашел широкое применение на хозяйственных и ремонтных работах в школе: окраска школьных парт, столов, побелка классных комнат производится теперь им. Кроме того, краскопультом очень удобно опрыскивать кусты ягодников, цветники и т. п.
Работает аппарат от .электропривода (электромотор мощностью 600 вт). Распыливание производится сжатым воздухом, который нагнетается поршневым компрессором под давлением 8 кг/см2. Жидкость подается в бак емкостью 50 л шестеренчатым насосом производительностью 80 л/мин. Рама, тележка, рычаги управления изготовлены юными механизаторами в школьных мастерских. Работает краскопульт в агрегате с трактором. По материалу журнала "Моделист-конструктор" времён СССР
 Робот-исследователь бетонных конструкций.
Робот-исследователь бетонных конструкций. Системы СХ-10 и СХ-11 для неразрушающего контроля бетонных объектов. Данные системы снабжены функцией формирования изображений бетонных объектов, предназначенной для локации арматуры, натяжных тросов, трубопроводов и силовых кабелей (50/60 Гц). Серия СХ объединяет в себе георадарные и электромагнитные технологии для идентификации и локации силовых кабелей под напряжением и может поставляться с двумя различными антеннами - на 1,2 и 1,6 ГГц. Помимо детектирования металлических и неметаллических объектов осуществляется детектирование пустот. Системы СХ-10 и СХ-11 позволяют определить положение силовых кабелей, арматуры, натяжных тросов, а также металлических и неметаллических труб в бетонных плитах, как в незавершенных, так и в полностью законченных. Конструктивно измерительная головка описываемых систем выглядит как маленькая тележка на колёсиках, которую рабочий рукой возит по бетонной стене, при этом снимаемые данные передаются по кабелю в контроллер. Очевидно, что такая конструкция не идеальна, поскольку возможности самого рабочего по передислокации достаточно ограничены. Здесь пригодились бы разработки российских ученых в области роботов, способных ползать по вертикальным стенам и потолку - в этом случае колёсики на тележке можно было бы заменить на присоски, а кабель заменить на беспроводную радиосвязь.
Провода термоэлектродные марки ПТГВОЭ ХА. Провод термоэлектродный гибкий с поливинилхлоридной изоляцией в поливинилхлоридной оболочке и экране, изготавливается по техническим условиям и предназначен для присоединения термопар к измерительным приборам. Используется для прокладки в помещениях, трубах, а также внутри приборов, где требуется повышенная гибкость, защита от внешних электромагнитных полей и механических воздействий. Код ОКПО-35.6725 1200. Конструктивно провод состоит из двух параллельно уложенных то ко проводящих жил сплавов хромель К и алюмель, на которые накладывается изоляция и оболочка из поливинилхлоридного пластиката, а также экран из медной луженой проволоки поверх оболочки. Номинальные сечения токопроводящих жил в зависимости от требований заказчика, могут составлять: 0.5: 1.0: 1.5: 2.5 мм2. По материалу "Специальные системы и технологии"
Унитаз-компакт "РИМИНИ". Итальянское название новой модели компакта, изготовленного на заводе "Сантек", символично отражает его главное отличие - он специально создан в стиле западно-европейского дизайна, но с учётом покупательских предпочтений в России,
Главные особенности и преимущества компакта "РИМИНИ":
1. Улучшенный дизайн бачка при миниатюрной чаше унитаза, позволяет удачно адаптировать компакт "РИМИНИ" к условиям малогабаритных российских туалетных комнат.
2. Долговечность эксплуатации компакта гарантирована не только традиционно высоким качеством заводского производства, но и надежностью импортных комплектующих: регулируемой арматуры и жёстким сиденьем с бактерицидными свойствами.
3. Компакты поставляются в единых гофрокоробах, гарантирующих сохранность изделий при транспортировке и хранении.
Ведущий производитель отечественных санитарно-керамических изделий - "Кировский стройфарфор", приступил к серийному выпуску новинки 2007 года - унитазов-компактов "ЛИРА". Конструктивно они выполнены в самом распространённом востребованном на российском рынке исполнении - "козырьковом", с косым выпуском и нижней подводкой воды, но при этом, выгодно отличаются по цене по сравнению с отечественными аналогами в серии "козырьковых" унитазов (в быту их называют унитазы-антибрызг.
Важным достоинством новых унитазов-компактов является удобная, современная гофрупаковка в виде единой монокоробки. Кроме того, все унитазы укомплектованы сиденьями у\ креплениями, а бачки - надёжной арматурой отечественного производства (фирма "Уклад").
В дополнение к существующему ассортименту настенных и напольных писсуаров, насчитывающему 12 моделей отечественного и импортного производства, в продажу поступил настенный писсуар "КОН1МТ" торговой марки "ЛКА". По аналогии с импортными аналогами других производителей, писсуар укомплектован сифоном. Специальный крепёжный комплект обеспечивает надёжный и быстрый монтаж изделия.
Кроме оригинального дизайна, новый писсуар отличается эстетичным внешним видом и традиционно высоким качеством изготовления.
Для полной комплектации новых писсуаров, предлагается широкий выбор писсуарных кранов, в зависимости от требований заказчика. На отечественном рынке чугунных ванн появились суперновинки 2008 года - российско-германские ванны.
Серийный выпуск ванн освоен на новых производственных мощностях одного из заводов, входящего в состав производственного объединения "Санто Холдинг". В конце 2007 года специалистам завода и объединения удалось полностью освоить высокотехнологичное оборудование вакуумно-плёночного литья германского производства.
Кроме повышения качества изготовления ванн на этапах литья, обработки, отливки и эмалирования, специалисты завода добились полного соответствия новых моделей ванн европейским аналогам и стандартам:
1. Ванны дополнительно окрашиваются с наружной стороны специальным экологически чистым антикоррозийным материалом "Уникор РБ", что не только улучшает внешний вид изделий, но и предохраняет их от коррозии.
2. Каждая ванна имеет индивидуальную гофр упаковку, предохраняющую рабочую поверхность от затиров и скопов эмали при транспортировке, хранении и переработке.
3. Ванны палетируготся вертикально на стандартном евро поддоне по 10 шт. в пачке, которая для надёжности и жёсткости упакована в термоусадочную плёнку, а также скреплена специальной полипропиленовой лентой.
4. Все метиэы для крепления ножек ванн имеют антикоррозийное покрытие, а отверстия под ручки закрыты защитными колпачками, также обработанными специальным защитным споем.
5. Заводские сроки гарантии увеличены до 3 пет, а сроки службы - до 25 лет, Мойки из композитных материалов, которые иногда называют "мойки из гранитной крошки", приобретают всё большую популярность у российского покупателя, благодаря своим несомненным преимуществам:
1. Высокая механическая прочность и устойчивость к внешним воздействиям, в виде царапин, ударов, затиров и др. На рабочей поверхности настоящей композитной мойки (не путать с подделками) можно резать овощи или разделывать продукты.
2. Устойчивость к высоким температурам (до 280°С), что позволяет ставить на рабочую поверхность моек горячие сковороды и кастрюли (не путать с подделками, которые "плавятся" или "пригорают")
3. Возможность широкого выбора мойки, не только по виду и размеру, но и по цвету, в гармонии с кухонным гарнитуром и дизайном квартиры.
4. Удобство эксплуатации, благодаря высокой устойчивости композитного материала к пятнообразованмю, что позволяет просто и быстро очистить поверхность мойки с помощью обычных моющих средств
4. Более высокая цена композитных моек, ло сравнению с обычными мойками из нержавеющей стали, многократно компенсируется долговечностью и практичностью их эксплуатации
По результатам проведённых маркетинговых исследований, из многообразия представленных на российском рынке товарных марок композитных моек, компания "СанТехОптТорг" предлагает продукцию известного европейского завода "ЕЦ-ЕСГ (Италия).Расширяя ассортимент душевых кабин из стекла и пластика, 000 "СанТехОптТорг" предлагает своим клиентам современные душевые кабины, шторки и уголки известного европейского производителя
Кроме главного конкурентного преимущества - выгодного сочетания высокого европейского качества и доступных цен, продукция обладает рядом отличительных особенностей:
1. В производстве применяется высококачественный полистирол с высокой эластичностью и безопасное закалённое стекло со специальным гидрофобным покрытием, которое предохраняет стенки от водного осадка и не требует интенсивного использования моющих средств.
2. Эластомерные уплотнительные прокладки и намагниченные планки обеспечивают высокую герметичность, обладают долговечностью эксплуатации, устойчивы к возможным загрязнениям.
З Материалы, комплектующие и готовые изделия проходят многократный контроль качества, согласно требованиям международных стандартов.
4- Ассортимент выпускаемой продукции постоянно расширяется и совершенствуется, в частности, в ближайшее время, в продажу поступят новые серии пластиковых шторок "в оригинальном исполнении.
5. Под заказ клиента можно, в достаточно короткие сроки, дополнительно поставить любую модель душевой кабины, согласно фирменного каталога завода-производителя.
Душевые кабины приобретают всё большую популярность у российского покупателя, благодаря своей практичности, оздоровительным фунциям и современным характеристикам, по сравнению с традиционными ваннами.
5 особенностей и преимуществ душевых кабин:
1. Установка душевых кабин позволяет выделить дополнительное место в ванной комнате (особенно, в отечественных малогабаритных квартирах) для стиральных машин и мебели для ванных комнат
2.. Благодаря конструктивным особенностям душевых кабин, не только облегчается прием водных процедур пожилым людям, инвалидам и детям, но и оказывается при этом оздоровительный эффект
3. Многообразие видов и размеров душевых кабин, дверей для душа, шторок и душевых заграждений, расширяет сферу их применения, как в индивидуальных квартирах, дачах и коттеджах, так и в административно-общественных помещениях (гостиницы, общежития, лечебно-оздоровительные учреждения, морские и речные суда и др.).
4. Душевые кабины компактно хранятся на складах, их удобно транспортировать покупателям, они быстро собираются и легко подключаются к системам канализации и водоснабжения.
5. Наличие комбинированных моделей душевых кабин с гидромассажем, для различных частей тела, с эффектом сауны, с глубокими "сидячими"
поддонами - мини-ваннами или с тропическим душем превращает их в водно-лечебные изделия,
Исходя из вышеизложенного, компания проведя соответствующие маркетинговые исследования, приняла решение расширить ассортимент душевых кабин и гидромассажных боксов, дополнив существующий ассортимент новой серией с сенсорным управлением. По материалу "СанТехОптТорг"
Системы удаления продуктов сгорания и подачи воздуха. Оголовок должен полностью соответствовать следующим требованиям:
- внутреннее сечение оголовка должно быть в два раза больше сечения индивидуального или общего дымохода, на конце которого он установлен;
- форма оголовка должна предотвращать попадание атмосферных осадков внутрь дымохода;
- конструкция оголовка должна обеспечивать полный отвод продуктов сгорания при воздействии ветра любой силы и с любого направления.
ПЛОСКАЯ КРЫША. Если оголовок дымохода находится на расстоянии более 5 м от самой высокой точки расположенных на крыше сооружений, то он должен возвышаться над парапетом не менее чем на 0.5 м. В остальных случаях оголовок должен возвышаться над самой высокой точкой сооружений на крыше на менее чем на 0,5 м;
КРЫША СО СКАТОМ 15°. Если расстояние до конька превышает 1,85 м, то оголовок должен возвышаться над поверхностью ската не менее чем на 1 м. В остальных случаях он должен возвышаться над коньком не менее чем на 0,5 м.
КРЫША СО СКАТОМ 30°. Если расстояние до конька превышает 1,3 м. то оголовок должен возвышаться над поверхностью ската не менее чем на 1.2 м. В остальных случаях он должен возвышаться над коньком не менее чем на 0.5 м. По материалу ARISTON
НОВЫЕ БЕТОННЫЕ ПОЛЫ. Основой любого пола является существующее бетонное основание или утрамбованный грунт, по которому укладывают финишный слой бетона.
■ Если геологические характеристики площадки позволяют или основанием является бетон, мы рекомендуем непосредственное устройство армированного бетонного пола толщиной не менее 7 см без бетонной подготовки.
■ Если по проекту грунты слабые, необходимо, прежде всего, произвести выемку грунта на глубину 0,5–1,0 м, насыпать песчаную подушку, уплотнить ее, сделать армированную бетонную подготовку толщиной 10–15 см и только после этого выполнить финишный бетонный пол толщиной не менее 7 см.
Стандартный пол, как правило, состоит из основания (бетонной стяжки) и покрытия (материала, придающего поверхности основные потребительские свойства).
НОВЫЙ БЕТОННЫЙ ПОЛ С ДИСПЕРСНЫМ АРМИРОВАНИЕМ. Большую часть нагрузок (статические, динамические, сдвиговые и др.) воспринимает пол. Поэтому в условиях повышенных нагрузок необходимо устраивать усиленную бетонную стяжку пола. Усилить стяжку можно увеличением ее толщины, применением высокопрочного бетона и усиленного арматурного каркаса. Как альтернатива традиционным методам армирования в последние годы все чаще применяется дисперсное армирование бетона стальными волокнами (фиброй).
Бетон, армированный короткими обрезками стальных волокон, изготовленных из стального листа, проволоки, расплава и др., получил название сталефибробетон. Сталефибробетон обладает следующими техническими преимуществами по сравнению с обычным железобетоном:
■ Повышенная трещиностойкость, ударная вязкость, износостойкость, морозостойкость;
■ Возможность использования более эффективных конструктивных решений, чем при обычном армировании;
■ Снижение трудозатрат на арматурные работы, повышение степени механизации и автоматизации производства железобетонных конструкций.
Применение сталефибробетона позволяет существенно (на 30–40 %) уменьшить толщину стяжки без потери ее прочностных характеристик, увеличить срок службы пола в 2–4 раза, получить неплохой экономический эффект за счет снижения расходов на ремонт покрытия.
НОВЫЙ БЕТОННЫЙ ПОЛ С ПОЛИМЕРНОЙ ПРОПИТКОЙ «АШФОРД ФОРМУЛА». В тех случаях, когда нет необходимости придания бетонному полу эстетичного вида, а требования по беспыльности высоки, применяется
жидкая полимерная пропитка «Ашфорд Формула», которая не образует пленки на поверхности и служит столько же, сколько сам бетон.
Пропитка наносится через 12 часов после затирки бетона. Поверхность полностью обеспыливается, упрочняется на 40%, повышается стойкость не только к влаге, но и к большинству химических веществ. Это оптимальный и экономичный вариант для складских и производственных помещений, торговых центров, а также для паркингов со средними пешеходными и транспортными нагрузками.
Начинать эксплуатировать такой пол (пешеходные нагрузки) можно уже через три дня после нанесения пропитки.
НОВЫЙ БЕТОННЫЙ ПОЛ С ПРИМЕНЕНИЕМ ТОППИНГА. В случаях, когда к поверхности предъявляются повышенные требования по прочности и истираемости, рекомендуется применение топпинга. Топпинг – это сухая упрочняющая смесь на основе цемента с добавлением кварца, металлической стружки или корунда, отличающихся повышенной твердостью и стойкостью к истиранию частиц. Он наносится непосредственно на свежеуложенный бетон и затирается затирочными машинами. После такой обработки прочность бетона на сжатие достигает более 70 МПа.
Эта технология позволяет при сравнительно небольших материальных затратах решить проблему упрочнения поверхностного слоя бетонных оснований, их эффективной защиты от воздействия влаги и различных химических веществ, а также обеспечить простоту и безопасность эксплуатации пола. При соблюдении всех необходимых требований по укладке и эксплуатации предлагаемые нами материалы позволяют увеличить прочность и химическую стойкость бетонного пола и продлить срок его службы.
ДРУГИЕ ВИДЫ ПРОМЫШЛЕННЫХ ПОЛОВ.
Бетонные полы с тонкослойным полимерным покрытием. Системы полимерных покрытий предназначены для использования в качестве беспыльного покрытия бетонных полов, стен и других ограждающих конструкций в складских, промышленных, торговых и прочих помещениях. Эти полы незаменимы в условиях чистых производств. В своем большинстве эти полы устойчивы к воздействию воды, масел, химикатов и других агрессивных сред.
Полимерные покрытия выполняются по новым и старым минеральным основаниям: бетону, ц/п стяжкам, мозаичным плитам и др.
Основные требования, которые предъявляются к основанию:
■ Влажность поверхностного слоя бетона не более 4–5%;
■ Прочность на сжатие не менее 15 МПа для ц/п стяжек и не менее 20 МПа для бетонов;
■ Ровность – перепад на 2-метровой рейке не более 4 мм;
■ Качество – отсутствие трещин, «бухчений», масляных загрязнений, гравилийности и т.п.
Виды полимерных покрытий подразделяются на:
■ эпоксидные;
■ полиуретановые;
■ эпоксиполиуретановые;
■ акрилуретановые;
■ метилметакрилатные.
В зависимости от эксплуатационных требований и способов нанесения выполняются несколько типов покрытий:
■ Тонкослойные полимерные покрытия – толщина до 1,0 мм. Как правило, выполняются методом окраски подготовленного основания.
■ Покрытия, выполняемые путем налива полимерного компаунда – толщина 2,5–3 мм.
■ Покрытия с улучшенными декоративными свойствами. Выполняются путем налива полимерного компаунда с одновременной засыпкой цветными чипсами и последующим покрытием полиуретановым лаком.
■ Нескользящие покрытия – выполняются с применением кварцевых песков различных фракций в зависимости от требований к шероховатости полов. Для наклонных пандусов гаражей, включая зоны разгона и торможения, толщина покрытия не менее 5,0 мм.
Технология устройства полимерных покрытий:
■ механическая обработка бетонной поверхности;
■ пропитка-грунтовка обработанной поверхности;
■ сплошная эпоксидная шпатлевка;
■ сухая подшлифовка шпатлеванной поверхности;
■ выполнение полимерных покрытий различных типов;
■ нарезка деформационных швов с их герметизацией полиуретановыми или силиконовыми герметиками.
Магнезиальными называются полы, основа которых выполняется из смеси раствора хлористого магния и магнезита с органическими или неорганическими добавками: мелкими древесными опилками, асбестом (асбест является канцерогеном, опасным для здоровья), древесной мукой, тальком, трепелом, каменной мукой и красками. При увеличении количества древесных опилок получается менее твёрдый, но более тёплый и мягкий пол; при увеличении количества каменной муки – более плотный, малопористый и твердый, но и более холодный пол. Магнезиальные полы пригодны для помещений в общественных зданиях, особенно для офисных помещений, но совершенно неприемлемы для мокрых помещений вследствие их сравнительно большой влагоёмкости.
Различают два вида магнезиальных полов: бесшовные и плиточные.
Бесшовный магнезиальный пол делают в два слоя: нижний слой предназначен для звуко- и теплоизоляции, и поэтому он должен быть более пористым и иметь меньший объёмный вес, чем верхний слой; верхний слой, сопротивляющийся истиранию, должен быть как можно более плотным и малопористым. Толщину нижнего слоя делают 10–12 мм. Толщину верхнего слоя делают 8–10 мм.
Бесшовный магнезиальный пол может быть устроен на массивном основании на земле, на межэтажном перекрытии с железобетонной плитой, а также на деревянном перекрытии с дощатым настилом.
К укладке магнезиальных полов можно приступить только по окончании всех строительных работ в помещении. Во время укладки магнезиальных полов температура воздуха в помещении должна быть не ниже +10°. Укладка магнезиальной смеси на бетонное или железобетонное основание допускается только по окончании твердения бетона и на его сухую поверхность, так как в противном случае магнезиальная смесь впитает в себя влагу и вспучится. Укладка верхнего слоя магнезиального пола допускается после достаточного отвердения нижнего слоя, т.е. в зависимости от погоды через 1–2 дня.
После отвердения верхнего слоя поверхность пола отделывают шлифованием стальными циклями с последующей обработкой пола олифой или полиуретановой композицией при помощи мягких шерстяных тряпок или валиков. Обработка должна производиться только после окончания твердения и полной просушки пола. Преждевременная обработка уменьшает прочность пола.
Для получения декоративно окрашенных магнезиальных полов их делят прокладками на полосы, которые могут быть окрашены в различные цвета.
Полы из магнезиальных плит. Производство бесшовных магнезиальных полов требует значительных временных и трудовых затрат, а сами полы имеют сравнительно невысокое сопротивление истиранию. Указанные недостатки устраняются устройством полов из магнезиальных плит, изготовленных заводским путём. Такие плиты прессуются под большим давлением с последующей термической обработкой и потому имеют большое сопротивление сжатию и сопротивляются истиранию намного лучше бесшовных магнезиальных полов. Магнезиальные плиты укладывают по железобетонной плите или массивному основанию на тонком слое магнезиального раствора.
Мозаичные бесшовные полы
Мозаичные полы готовятся на основе портландцементного теста. В качестве заполнителя используется в основном мраморная крошка. В случае если размер частиц мраморного заполнителя не превышает 8 мм, такие составы называются «террацо» и известны со времён Римской империи. Мозаичные полы отличаются долговечностью и широко применяются в вестибюлях, коридорах общественных зданий. Их достоинством является возможность создания рисунка по замыслу архитектора-дизайнера, включая цветные узоры. Поскольку в качестве связующего используется чаще всего цветной портландцемент, такой пол отличается декоративностью. Технология их приготовления предусматривает следующие операции:
■ очистка основания пола от пыли, масляных пятен;
■ установка опалубки в виде бортиков из жести, стеклянных полос и т.п.;
■ приготовление бетонной смеси определённого колера;
■ укладка бетонной смеси согласно рисунку архитектора-дизайнера;
■ заглаживание поверхности правилом;
■ вощение, обеспыливание поверхности.
Мозаичные полы выполняются по бетонным подстилающим слоям и по цементно-песчаным стяжкам. Обычно мозаичные полы – двухслойные. Нижний слой – цементно-песчаная стяжка толщиной 40–50 мм, верхний слой – лицевое покрытие толщиной 20–25 мм из мозаичной смеси.
При наличии в конструкции пола труб, толщина нижнего слоя увеличивается на 20 мм больше диаметра трубы. Для мозаичной смеси применяют цемент и портланд-цемент марки 400. Наполнителем служит каменная крошка из полируемых пород камня, прочностью не менее 60 МПа (в основном, мрамор). Размер каменной крошки не превышает 15 мм и 0,6 от толщины мозаичного слоя. Для получения цветных покрытий в мозаичный слой добавляют щелочестойкие, светоустойчивые минеральные пигменты (не более 15% массы цемента) – сурик железа, окись хрома, окись магния. После устройства мозаичных полов 75% поверхностного слоя должна занимать каменная крошка, остальное – цементный камень. Подвижность мозаичного слоя – 4–5 см (тест опусканием конуса). Разделительные жилки делают из меди или латуни толщиной 3–5 мм. При нормальных условиях гидратации цемента шлифовку начинают через 5–7 суток. Мозаичные полы не применяются в помещениях с высокими динамическими нагрузками.
РЕМОНТ И РЕКОНСТРУКЦИЯ СТАРЫХ БЕТОННЫХ И МОЗАИЧНЫХ ПОЛОВ. Основной проблемой старого бетонного пола является текущее состояние поверхности: наличие явных и скрытых дефектов структуры (трещины, сколы, выбоины, раковины), наличие на поверхности слабого поверхностного слоя или какого-либо покрытия. Комплексная система «Ретроплейт» предполагает устранение всех вышеперечисленных дефектов с тщательным обеспыливанием и упрочнением полимерной пропиткой «Ретроплейт», которая относится к материалам химического упрочнения поверхности и наносится один раз на весь срок службы бетона. Бетонный пол, обработанный «Ретроплейт», обладает повышенной стойкостью к влаге и большинству растворов солей, кислот и щелочей. «Ретроплейт» не меняет текстуру поверхности, поэтому получение хорошего внешнего вида зависит от степени предварительной подготовки поверхности. Начинать эксплуатировать такой пол можно уже через сутки после нанесения пропитки.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ НОВОГО БЕТОННОГО ПОЛА С УПРОЧНЕННЫМ И ОБЕСПЫЛЕННЫМ ВЕРХНИМ СЛОЕМ. При изготовлении бетонных полов кроме настоящих рекомендаций необходимо соблюдать дополнительные требования, установленные нормами проектирования конкретных зданий и сооружений, противопожарными и санитарными нормами, а также нормами технологического проектирования. Общие требования
■ Применяемый бетон не ниже М-300.
■ Перепад толщины бетонной стяжки не должен превышать 5 см. В противном случае рекомендуется выровнять основание подбетонкой.
■ Рекомендуемая толщина бетонного пола не менее 12 см по утрамбованному основанию.
■ Рекомендуемая толщина бетонного пола не менее 7 см по существующему бетонному основанию.
■ Стандартный вариант армирования – дорожная сетка. В случае повышенных нагрузок на бетон рекомендуется толщина пола не менее 12 см и усиленное армирование объемным арматурным каркасом.
■ Для полов с большими эксплуатационными нагрузками рекомендуется применять упрочнители поверхности бетона (топпинги), увеличивающие прочность поверхности бетона до 100%.
■ Для обеспыливания и упрочнения поверхности бетона используется полимерная пропитка «Ашфорд Формула».
Устройство нового бетонного пола включает следующий комплекс работ:
■ подготовка основания;
■ устройство гидроизоляции;
■ установка опалубки;
■ укладка арматуры;
■ укладка бетонной смеси;
■ вибромеханическая обработка и разравнивание смеси;
■ затирка поверхности дисково-лопастными машинами;
■ пропитка бетона обеспыливающим и упрочняющим составом «Ашфорд Формула»;
■ нарезка швов и их герметизация.
ПОДГОТОВКА ОСНОВАНИЯ. Укладка пола может производиться как по грунтовому, так и по существующему бетонному основанию. Полы также можно укладывать и на другие виды оснований, но при этом необходимо выполнить определенные расчеты, чтобы проверить соответствие имеющейся основы требованиям к основанию под бетонный пол.
Не допускается применять в качестве основания под полы торф, чернозем и другие растительные грунты, а также насыпные и естественные грунты без предварительного их уплотнения при несоответствии степени уплотнения требованиям СНиП 3.02.01–87* (* Из рекомендаций ОАО ЦНИИпромзданий по применению монолитных бетонных покрытий полов с упрочненным пропиткой «Ашфорд Формула» верхним слоем) По материалу "ТемпСтройСистема"
Клеи для производственных и монтажных работ
Клеи представляют собой растворы, дисперсии или расплавы преимущественно высокомолекулярных органических или неорганических природных или синтетических соединений, применяемые для неразъемного соединения (склеивания) различных материалов: пластических масс, стекла, кожи, резины, фаянса, бумаги, древесины, металлов и пр. Склеивание осуществляется за счет адгезионного взаимодействия клея со склеиваемым материалом. Адгезия (лат. adhaesio - прилипание) - молекулярная связь между поверхностными слоями двух соприкасающихся разнородных твердых или жидких тел. Прочное соединение материалов происходит в результате отверждения клея, вызванного испарением растворителя или химическими превращениями, в частности, полимеризацией и поликонденсацией компонентов, входящих в состав клея. Клеи бывают природные и синтетические. К первой группе относятся:
■ клеи животные - продукты переработки мездры, костей, кожи, молока, крови;
■ клеи растительные - готовятся на основе камедей, канадского бальзама, декстрина, крахмала, натурального каучука, гуттаперчи (малайск. гета - смола и Перча - название о. Суматра, получают подобно каучуку из млечного сока специальных растений, например из бересклета бородавчатого);
■ минеральные клеи - асфальтовые, битумные, силикатные.
В качестве основы синтетических клеев используются разнообразные синтетические мономеры и полимеры, например, известный клей БФ является спиртовым раствором фенолформальдегидной смолы и поливинилбутираля, а резиновый клей представляет собой раствор натурального или синтетического каучука в бензине.
В отечественной рекламной индустрии в течение последних нескольких лет шел эмпирический отбор клеевых составов, наиболее приспособленных к практическому использованию в соответствии с современными технологиями. В настоящее время наибольшую популярность завоевали следующие клеи российского и зарубежного производства.
Клеи фирмы WEISS (Германия). Основал фирму в 1815 году Филипп Карл Вайсс, который начал свой бизнес с производства в домашних условиях высококачественного клейстера на животной основе. Сегодня компания Weiss Chemie + Technik GmbH & Co.KG благодаря внедрению новейших достижений в области производственных химических технологий выпускает целый ряд всемирно известных клеевых составов серии COSMO, предназначенных для самых разных областей деятельности. Приведем примеры тех из них, что с точки зрения пользователей наиболее адаптированы к рекламному производству.
COSMOFEN CA12 - универсальный клей низкой вязкости (70 миллиПаскаль в секунду) мгновенного действия на основе цианакрилата для склеивания пластмассовых, стеклянных, резиновых поверхностей, виниловых баннерных тканей. Упаковка - полиэтиленовые флаконы 20 и 50 г.
COSMOPLAST 500 - клей моментального действия на основе этилцианакрилата для склеивания резиновых и пластиковых поверхностей и приклеивания уплотнителей к профилям из ПВХ и алюминия. Состав характеризуется пониженной вязкостью (30 мПаЧс) и высокой скоростью схватывания (3 сек.). Клеевое соединение после отверждения - жесткое. Упаковка - полиэтиленовые флаконы 20 и 50 г.
COSMOPLAST 564 - специальный клей моментального действия на основе этилцианакрилата пониженной вязкости (20 мПаЧс) и чрезвычайно быстрым схватыванием. Клеевой шов очень прочен, морозостоек, обладает водоотталкивающими свойствами и сопротивлением к старению и износу. Подходит как для бытового, так и для промышленного применения. Используется для склеивания жестких пластиков (поливинилхлорида, полистирола, поликарбоната, оргстекла) и дерева. Упаковка - полиэтиленовые флаконы 20 г.
COSMOPLAST 500, 564, СА12 - клеи мгновенного действия на основе цианакрилата. Отверждение таких клеев происходит под действием атмосферной влаги и температуры. Необходимое время открытой выдержки и время прессования до достижения необходимой функциональной прочности следует определять конкретными испытаниями на месте, поскольку эти временные характеристики зависят от состояния поверхности склеиваемых материалов, рабочей температуры, расходного количества клея, влажности воздуха, влажности материалов, толщины клеевого шва, давления пресса. Время полного отверждения таких клеев при температуре 20?С и относительной влажности воздуха 50% составляет 16 часов.
Наносить выше перечисленные клеи следует на сухую обезжиренную поверхность капельным способом.
Для удаления со склеиваемых поверхностей пыли, жира, грязи, следов резины, полиуретановой пены, свежего силикона, герметиков, дегтя, битума и остатков клея от защитной пленки рекомендуется использовать не растворяющий поверхности пластиков состав COSMOFEN 20 (на основе алифатических углеводородов, не содержащих ароматических и хлорсодержащих соединений). Входящий в состав очистителя антистатик препятствует последующему загрязнению склеиваемых поверхностей. Упаковка - металлический баллон 1 литр.
Клеи COSMOFEN PLUS (средней вязкости) и COSMOFEN PLUS HV (High Viscous - высокой вязкости, тиксотроп, не растекается по поверхности) на основе поливинилхлорида и растворителя используются для быстрого и прочного склеивания жесткого ПВХ и баннерных виниловых тканей. Благодаря входящим в состав клеев УФ-стабилизаторам образовавшиеся клеевые соединения обладают повышенной стойкостью к атмосферным воздействиям. Упаковка - тюбик 200 г.
COSMOFEN PMMA - однокомпонентный клей на основе метилметакрилата для склеивания изделий из полиметилметакрилата (оргстекла, акрила, ПММА). Упаковка - тюбик 200г.
Американская фирма IPS Corporation является одним из крупнейших производителей индустриальных клеев WELD-ON для различных отраслей промышленности, в том числе клеев для акрила, ПВХ, поликарбоната, АБС и других видов пл

 Саморегулирующийся нагревательный кабель К-3 для систем противообледенения. Характеризуется сложной зависимостью теплового выделения от температуры. Теплоэлемент - полупроводниковая матрица типа МRО. Изоляция двойная. Прочность изоляции - Аrmоring сlаss С. UV-rеsistаnсе. Бронирование - оплетка из гальванизированной стали. Погонная мощность (режим "защита крыш от сосулек") – 38 Ватт/метр при 0о С (тающий лед) - 17 Ватт/ метр при +4о С. Область применения: защита от сосулек, обогрев кровли, обогрев трубопроводов. Обозначения на рисунке: 1- оболочка; 2 - плетёная броня-кольчуга плюс экран; 3 - изоляция; 4 - матрица; 5 - медные проводники.
Саморегулирующийся нагревательный кабель К-3 для систем противообледенения. Характеризуется сложной зависимостью теплового выделения от температуры. Теплоэлемент - полупроводниковая матрица типа МRО. Изоляция двойная. Прочность изоляции - Аrmоring сlаss С. UV-rеsistаnсе. Бронирование - оплетка из гальванизированной стали. Погонная мощность (режим "защита крыш от сосулек") – 38 Ватт/метр при 0о С (тающий лед) - 17 Ватт/ метр при +4о С. Область применения: защита от сосулек, обогрев кровли, обогрев трубопроводов. Обозначения на рисунке: 1- оболочка; 2 - плетёная броня-кольчуга плюс экран; 3 - изоляция; 4 - матрица; 5 - медные проводники. Робот-исследователь бетонных конструкций. Системы СХ-10 и СХ-11 для неразрушающего контроля бетонных объектов. Данные системы снабжены функцией формирования изображений бетонных объектов, предназначенной для локации арматуры, натяжных тросов, трубопроводов и силовых кабелей (50/60 Гц). Серия СХ объединяет в себе георадарные и электромагнитные технологии для идентификации и локации силовых кабелей под напряжением и может поставляться с двумя различными антеннами - на 1,2 и 1,6 ГГц. Помимо детектирования металлических и неметаллических объектов осуществляется детектирование пустот. Системы СХ-10 и СХ-11 позволяют определить положение силовых кабелей, арматуры, натяжных тросов, а также металлических и неметаллических труб в бетонных плитах, как в незавершенных, так и в полностью законченных. Конструктивно измерительная головка описываемых систем выглядит как маленькая тележка на колёсиках, которую рабочий рукой возит по бетонной стене, при этом снимаемые данные передаются по кабелю в контроллер. Очевидно, что такая конструкция не идеальна, поскольку возможности самого рабочего по передислокации достаточно ограничены. Здесь пригодились бы разработки российских ученых в области роботов, способных ползать по вертикальным стенам и потолку - в этом случае колёсики на тележке можно было бы заменить на присоски, а кабель заменить на беспроводную радиосвязь.
Робот-исследователь бетонных конструкций. Системы СХ-10 и СХ-11 для неразрушающего контроля бетонных объектов. Данные системы снабжены функцией формирования изображений бетонных объектов, предназначенной для локации арматуры, натяжных тросов, трубопроводов и силовых кабелей (50/60 Гц). Серия СХ объединяет в себе георадарные и электромагнитные технологии для идентификации и локации силовых кабелей под напряжением и может поставляться с двумя различными антеннами - на 1,2 и 1,6 ГГц. Помимо детектирования металлических и неметаллических объектов осуществляется детектирование пустот. Системы СХ-10 и СХ-11 позволяют определить положение силовых кабелей, арматуры, натяжных тросов, а также металлических и неметаллических труб в бетонных плитах, как в незавершенных, так и в полностью законченных. Конструктивно измерительная головка описываемых систем выглядит как маленькая тележка на колёсиках, которую рабочий рукой возит по бетонной стене, при этом снимаемые данные передаются по кабелю в контроллер. Очевидно, что такая конструкция не идеальна, поскольку возможности самого рабочего по передислокации достаточно ограничены. Здесь пригодились бы разработки российских ученых в области роботов, способных ползать по вертикальным стенам и потолку - в этом случае колёсики на тележке можно было бы заменить на присоски, а кабель заменить на беспроводную радиосвязь.


 Компания «Ист-Вест» представила прессе фильм Роба Коэна «Форсаж» (производство Universal Pictures). Это фильм о подпольных ночных гонках по городским улицам — явлении, ставшем присущим теперь и России. У нас, правда, ставки в таких гонках относительно невелики — порядка 500 рублей. Победитель же на магистралях Лос-Анджелеса получает десятки тысяч долларов; часть этих денег имеет криминальное происхождение (в фильме, в частности, банда из гонщиков, изображенных на фотографиях, в свободное от автомобилизма время грабила большегрузные трейлеры с радиоаппаратурой), так что в фильме гонки выглядят как новый способ отмывания денег. В жизни (американской), видимо, дело обстоит так же, а что касается российских гонок, то отмываются ли там деньги, расскажут, очевидно, российские кинематографисты в своих будущих фильмах. Снимать же фильмы о подпольных гонках есть повод хотя бы потому, что за ними стоит индустрия в 5 млрд. долл., основанная на автотюнинге: производстве (в основном, азиатском) приспособлений для придания гоночным автомобилям дополнительных скоростных характеристик, а также их установке — что обходится гонщику в 10000 долл. Понятно, что заработать такие деньги подростку, не будучи членом банды ублюдков-виртуозов, проблематично — об этом и рассказывает фильм, пропагандируя в то же время сумасшедшие автогонки, где криминальному волчонку проще всего свернуть себе шею и таким образом избавить общество от своего общества.
Компания «Ист-Вест» представила прессе фильм Роба Коэна «Форсаж» (производство Universal Pictures). Это фильм о подпольных ночных гонках по городским улицам — явлении, ставшем присущим теперь и России. У нас, правда, ставки в таких гонках относительно невелики — порядка 500 рублей. Победитель же на магистралях Лос-Анджелеса получает десятки тысяч долларов; часть этих денег имеет криминальное происхождение (в фильме, в частности, банда из гонщиков, изображенных на фотографиях, в свободное от автомобилизма время грабила большегрузные трейлеры с радиоаппаратурой), так что в фильме гонки выглядят как новый способ отмывания денег. В жизни (американской), видимо, дело обстоит так же, а что касается российских гонок, то отмываются ли там деньги, расскажут, очевидно, российские кинематографисты в своих будущих фильмах. Снимать же фильмы о подпольных гонках есть повод хотя бы потому, что за ними стоит индустрия в 5 млрд. долл., основанная на автотюнинге: производстве (в основном, азиатском) приспособлений для придания гоночным автомобилям дополнительных скоростных характеристик, а также их установке — что обходится гонщику в 10000 долл. Понятно, что заработать такие деньги подростку, не будучи членом банды ублюдков-виртуозов, проблематично — об этом и рассказывает фильм, пропагандируя в то же время сумасшедшие автогонки, где криминальному волчонку проще всего свернуть себе шею и таким образом избавить общество от своего общества.
 Киберпланетарный редуктор. Предназначен для использования в составе передач со скоростными двигателями, большими передаточными числами, малыми габаритами. Технические характеристики: передаточное число - 15-150; крутящий момент на выходе, Нм - 50-1000; частота вращения входного вала, мин-1 - 3000-15000; мощность приводного двигателя, кВт - 0,04-2,0.
Киберпланетарный редуктор. Предназначен для использования в составе передач со скоростными двигателями, большими передаточными числами, малыми габаритами. Технические характеристики: передаточное число - 15-150; крутящий момент на выходе, Нм - 50-1000; частота вращения входного вала, мин-1 - 3000-15000; мощность приводного двигателя, кВт - 0,04-2,0.

 Ряд моделей телевизоров серии «Т» (tau) имеют функцию мультиэкрана: он может быть разделен на 16 субэкранов или на один большой и 3-4 маленьких, позволяя наблюдать за происходящим сразу на нескольких каналах. Данная функция заметно расширяет перспективы модернизаций телевизоров «Т» (tau), если учесть, что они оснащены дополнительными входами для подключения персонального компьютера и проигрывателей DVD.
Ряд моделей телевизоров серии «Т» (tau) имеют функцию мультиэкрана: он может быть разделен на 16 субэкранов или на один большой и 3-4 маленьких, позволяя наблюдать за происходящим сразу на нескольких каналах. Данная функция заметно расширяет перспективы модернизаций телевизоров «Т» (tau), если учесть, что они оснащены дополнительными входами для подключения персонального компьютера и проигрывателей DVD. Прогрессивная фотосъемка — с разрешением. в 1,5 раза превышающим разрешение при цифровой фотосъемке. Диафрагма закрывает объектив, замораживая изображение, попавшее на ПЗС-матрицу. Затем строки всего изображения последовательно считываются в две памяти кадра и записываются. При данной методике записываются реальные данные, полученные в один и тот же момент. в отличие от покадровой съемки, где изображение состоит из реальных данных и смоделированных:
Прогрессивная фотосъемка — с разрешением. в 1,5 раза превышающим разрешение при цифровой фотосъемке. Диафрагма закрывает объектив, замораживая изображение, попавшее на ПЗС-матрицу. Затем строки всего изображения последовательно считываются в две памяти кадра и записываются. При данной методике записываются реальные данные, полученные в один и тот же момент. в отличие от покадровой съемки, где изображение состоит из реальных данных и смоделированных: Высокоскоростной оптический трансфокатор 12х со временем настройки и полсекунды (в режиме паузы при записи) — что сопоставимо с трансфокаторами профессиональных видеокамер. Камера DS99, обладающая таким трансфокатором. имеет также функции «Мультиэкран» (заполняемый запомненными фотоснимками) и «Картинка в картинке».
Высокоскоростной оптический трансфокатор 12х со временем настройки и полсекунды (в режиме паузы при записи) — что сопоставимо с трансфокаторами профессиональных видеокамер. Камера DS99, обладающая таким трансфокатором. имеет также функции «Мультиэкран» (заполняемый запомненными фотоснимками) и «Картинка в картинке».







