Получил на пробы алмазный брусок Венёвского завода алмазного инструмента, на модифицированной связке, комбинированный, зернистости 3\2 и 1\0мкм., концентрация 100%.
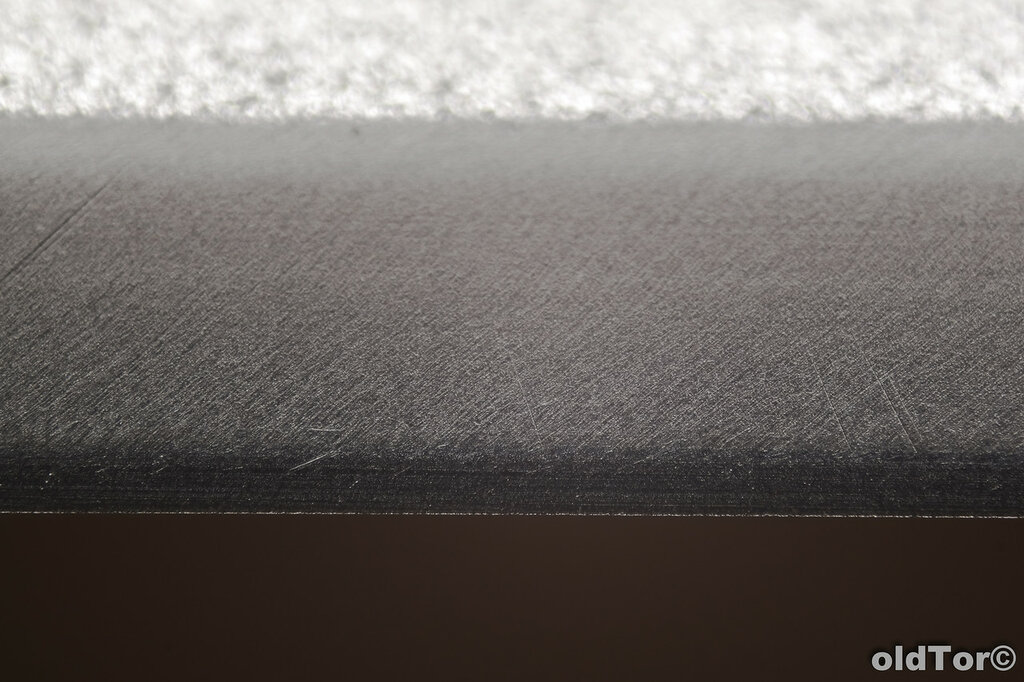
Брусок уже тестировался, но не выравнивался, имел некоторую засаленность. Соответственно, я принял решение сначала подготовить его к работе. Для начала попробовал удалить засаленность снятым металлом с помощью ластика - на многих абразивах это срабатывает, частично сработало и тут:


Но только частично, так как поверхность имеет бороздки, до донца которых ластик не достаёт:

Проверка бруска на плоскостность с помощью поверочного угольника показала, что по длинной стороне по центру, брусок практически ровный, однако проверка по диагоналям и поперёк бруска, показала заметную выпуклость. Это куда лучше вогнутости, однако не даёт возможности затачивать инструмент с прямолинейной режущей кромкой, не говоря уже об обработке спинок стамесок или плоских сторон ремесленных ножей, так что было принято решение притирать.
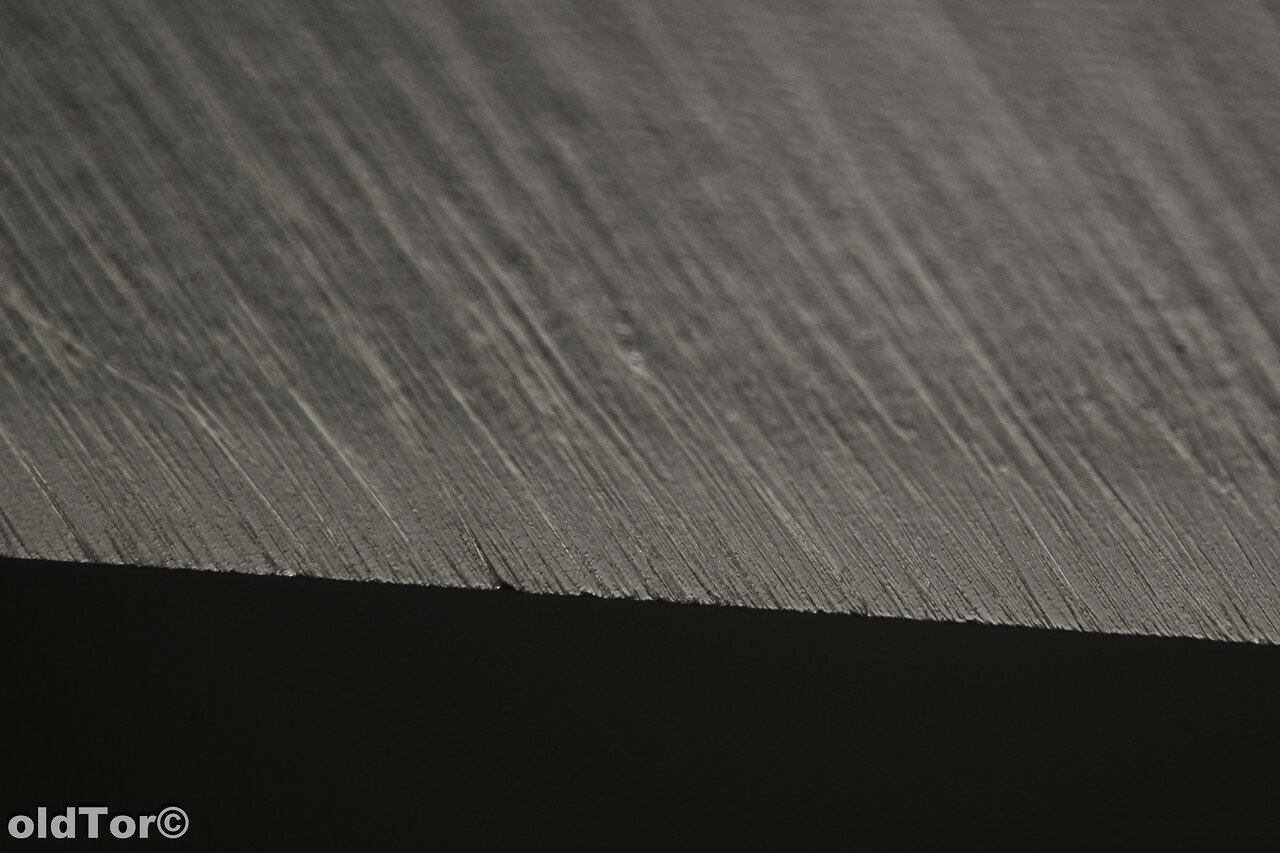
Сторона 3\2 имела меньшее отклонение от плоскостности, и я с помощью пары порций порошка карбида кремния F600 на гранитном притире с водой, привёл большую часть бруска к одному знаменателю. Всю поверхность выводить не стал, а только достаточную мне для работы площадь, оставляя запас на дальнейшие подравнивания. При выравнивании нанёс карандашом сетку и после первой порции порошка, брусок стал выглядеть так:

Со стороной 1\0мкм. пришлось повозиться подольше - после пары порций порошка F600, поверхность не сильно успела подровняться:

Потому, я взял порошок F320 и начал выравнивать на нём. Пары порций хватило, затем снова F600 и нужную мне для работы часть площади бруска я к плоскостности привёл. Почему я сразу не стал притирать на грубом порошке - не зная поведения связки, не хотелось сразу брать грубый, опасался снять лишнего. Тоньше F600 было решено пока не притирать, так как поверхность уже получилась намного глаже и однороднее исходной.
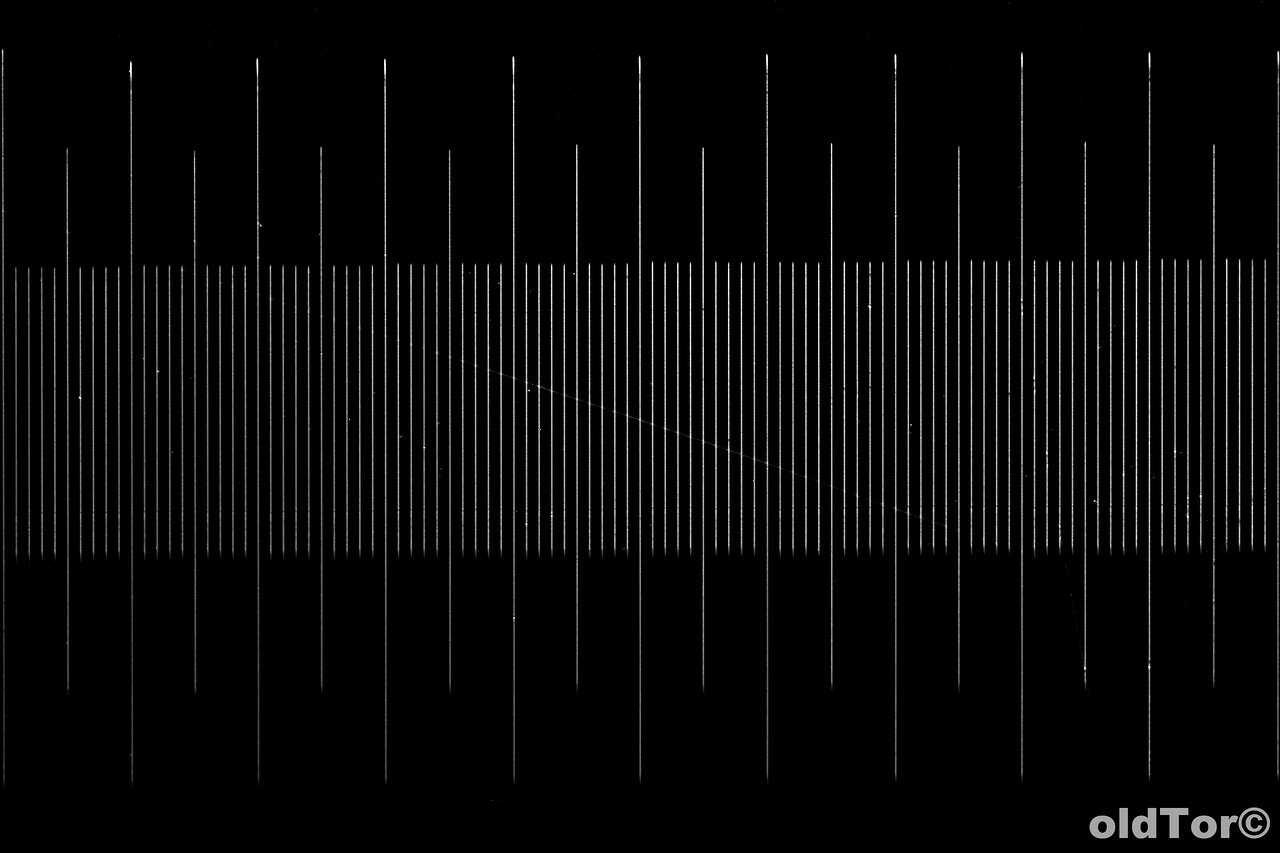
Ещё до выравнивания, сделал микрофото поверхностей бруска, также, для масштаба снял объект-микрометр (цена деления = 10мкм.), в тех же условиях. Привожу его фото и далее, сначала по три снимка разных участков стороны 3\2, затем 1\0 - везде по горизонтали 1мм.:

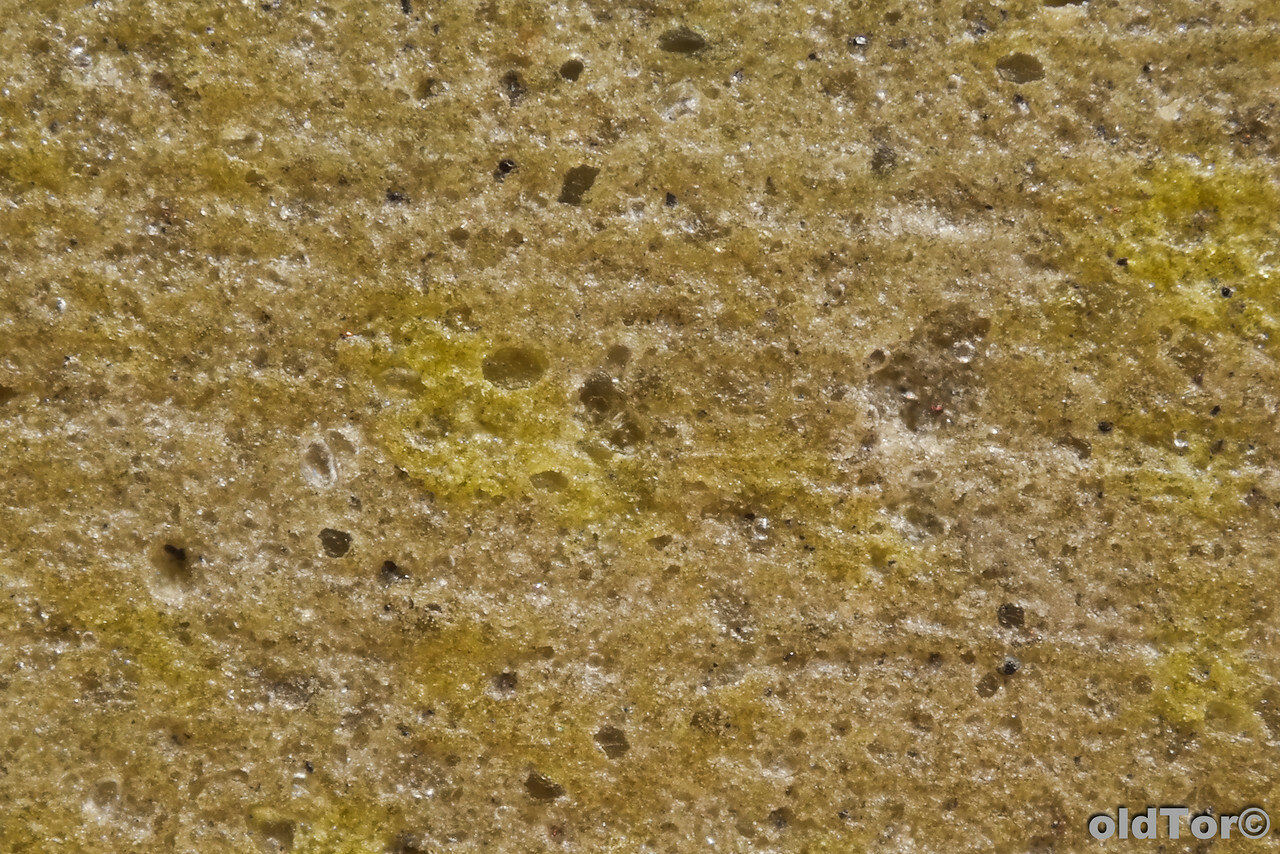




Несколько удивило, что сторона 3\2 более плотная и однородная - нередко за счёт именно такой разности плотности связки, брусок с более крупным зерном, может работать тоньше или сопоставимо, нежели с более мелким, но на менее плотной связке. Так оно и получилось, как можно будет видеть далее. Ещё немного смутили "каверны" на стороне 1\0, в которых при выравнивании, может легко набиться свободное зерно с притира, потому после притирки, я тщательно прошёлся по стороне 1\0 мелкой щёточкой с добрым количеством мыльной воды - осмотр в микроскоп, показал, что всё, вроде как, чисто.
Ещё, на микрофото, заметно, что связка имеет как бы "гранулы", очень любопытно, и местами я заметил кристаллики, достаточно тёмные, размером явно больше, нежели зерно, долженствующее быть в бруске. Насколько я понимаю, брусок на свободном зерне до меня не притирали, так что шаржированием такового, объяснить этот момент я не могу, остаётся предположить, что, вероятно, это могут быть скомковавшиеся частицы снятого металла, при предыдущих пробах бруска, и\или агломераты зерна, либо попадание в брусок зерна более крупного. Причём в стороне 1\0 частицы крупнее.
После того, как я притёр брусок, осмотр под микроскопом их уже не выявлял, так что было решено начать пробы заточки.
В качестве тестового клинка, был взят нож из cpm s90v, подготовленный к пробам на бруске ИСМ (карбид кремния на бакелитовой связке) зернистостью м14 - по таким сталям он работает весьма тонко, да и от алмазного бруска ожидается хорошая производительность + я собирался чуть повышать угол, т.е. такой шаг зернистости я считаю совершенно штатным.
Поработал немного на стороне 3\2мкм., с водой. Ход клинка по камню довольно приятный, гладенький, засаливание бруска умеренное, часть снятого металла остаётся плавать в СОЖ, и большую часть снятого металла, севшего в шероховатость бруска, удаётся выгнать оттуда, просто потерев подушечкой пальца поверхность. Однако, брусок успевает и заметно выгладиться от работы:

Однако, он успевает выполнить микрофаску и проработать её весьма аккуратно, притом, заметно, что происходит и некоторое выглаживание. Может показаться, что он даже "замазывает" риску, однако, учитывая что снятый металл на бруске заметен в количествах, "соскабливание" выдавленного зерном металла из рисок, также происходит. Микрофото результат - сделал два кропа - 1,5мм. по горизонтали и 1мм. по горизонтали:


Как можно видеть, однородность обработки фаски и линия режущей кромки - на высоте, результатом я доволен - по-моему очень даже хорошо.
Далее, перехожу на сторону 1\0мкм. Ход по ней тоже довольно мягкий, хотя она и кажется слегка более шероховатой - видимо, из-за меньше плотности. Удивляет, что вовсе не наблюдаю снятого металла, хотя белёсая взвесь от связки, на фаске слегка заметна:

Результат оказывается неожиданным - так же два кропа, 1,5мм. и 1мм. по горизонтали:

Как можно видеть, работа стороны 1\0 намного грубее и менее однородна, нежели работа стороны 3\2. И более того - она совершенно иная по характеру - откровенные царапины, причём риска нерегулярна - как будто зёрна в поверхности бруска расположены группками, на кромке даже есть задиры, достигающие в ширину порядка 10мкм. При том, структура стали обнажается, хотя, как предполагают некоторые, алмазы должны "обтачивать" карбиды. Они это могут, но на таких фракциях, для этого требуется намного более высокая концентрация зерна и достаточной "жёсткости" связки - но таких брусков пока я не встречал, реально это можно получать воспроизводимо, только на притирах, управляя шероховатостью их и концентрацией зерна.
Почему же получился такой результат?
Полагаю, тут две причины - первая, нерегулярность связки - крупные "пятна" в ней более или наоборот, менее плотные, ведут себя по-разному, в результате чего, зерно в них работает неодинаково по глубине врезания в сталь, и даже если допустить, что зерно очень равномерно распределено в связке в целом, оно не может работать одинаково на всей рабочей поверхности.
Вторая причина в том, что, видимо, притирка этой стороны - недостаточно тонкая, и то, что она тоже успевает за один цикл работы выгладиться - не спасает положение.
Потому я решаю освежить тестовый клинок и сделать поверхность бруска потоньше.
Клинок я освежаю на бруске ИСМ, на этот раз взяв более тонкий - м10, слегка подвыглаженный, и работаю очень аккуратно - вот такая получается поверхность и кромка - по горизонтали 1,5мм.:

Поверхность фаски аккуратнее, нежели был результат после 1\0мкм., что можно списать отчасти на то, что площадь пятна контакта больше, что всегда снижает агрессивность воздействия абразива, однако кромка однороднее и имеет рельеф сопоставимый с результатом после алмаза 1\0мкм. что, конечно, поражает.
Брусок я ещё немного попритирал на порошке карбида кремния F600, чтобы снять выглаженность, и далее, притёр обе стороны на порошке F800.
И снова начинаю пробы с 3\2мкм. На этот раз я поработал на нём подольше, поверхность всё равно выглаживается, а съём слабее. Под конец работы, съехал с выглаженного участка на более свежий и результат не заставил себя ждать - на микрофото видно эту разницу, тут 1,5мм. по горизонтали:

Я бы сказал, что сторону 3\2 не стоило притирать тоньше F600 - выглаживание никуда не делось, результат сопоставим, а скорость работы заметно ниже.
Далее, взял 1\0мкм. сторону - так же 1,5мм. по горизонтали:

Грубость обработки не исчезла, шероховатость на прежнем уровне, единственно, кромка получилась без задиров и обработка в целом - поглаже. Снова заметно, что риска довольно редкая и как бы "группками". Т.е. опять-таки, как будто группки зёрен расположены отдельными более густо-насыпанными "кучками".
Решил попробовать на другой стали. Взял трамонтину про-мастер - выполнил правку по ранее созданной микрофаске, на стороне 3\2мкм. И вот тут был неприятно удивлён - всё в целом-то недурно, скорость обработки, кстати, как по мне - не оказалась выше, зато характер обработки такой же, но выяснилось, что в поверхности бруска обнажилось постороннее вкрапление, как будто, что-то металлическое, причём имеющее овальную форму и размер до 170-180мкм. в поперечнике - по горизонтали 1мм.:

Для невооружённого взгляда оно заметно (ещё бы, при таком-то размере!), как блестящая, довольно крупная точка. Почему я стал осматривать пристально брусок - потому что почувствовал, как будто что-то щёлкает при проходах по бруску, а на клинке обнаружил несколько и очень одинаковых задиров - по горизонтали 1мм.:


Они мельче, чем калибр вкрапления, но на микрофото выше, можно заметить, что вкрапление верхней своей части больше выступает над поверхностью бруска - связка успела чутка истереться, и оно вылезло.
Взял 4-х гранное твёрдое острое шило и постарался выковырять вкрапление - к моему облегчению, это удалось сделать не сильно повредив поверхность бруска - оно оказалось не особенно крупным в глубину. Осмотрел в микроскоп остальную поверхность - нашёл ещё одно раза в два помельче и его тоже выковырял. Почистил брусок дрессинг стоуном из карбида кремния F600 и вроде всё стало нормально, новых вкраплений не обнажилось. Надеюсь их больше не будет.
Главное, удалось выяснить, что сторона 3\2 в целом, демонстрирует повторяемость характера работы и на достаточно мягкой стали.
Далее, решил ещё опробовать сторону 1\0, и сравнить поподробнее её с чем-то, имеющим сходную зернистость. Тоже освежил её дрессинг стоуном, и подготовил тестовый клинок - взял косяк из CTS-BD1, подготовив его на Suehiro G8 - 8000JIS, т.е. +- 2\1мкм.
Получилось быстро, съём как всегда активный, это заметно, работал 30 секунд по таймеру (подготовка клинка к работе этого абразива - ИСМ м5):

Сделав микрофото результата, перешёл к алмазу 1\0 - поработал те же полминуты по таймеру - следов снятого металла нет, только вода, оставшаяся на фаске, слегка помутнела и стала белёсой:

Да, на 1\0 я успел сделать несколько проходов по ранее обработанной фаске, но не чувствуя отклика от камня, чуть увеличил акцент на зерно и сменил направление движений - угол еле-еле повысил, там какие-то доли градуса.
Теперь сравним микрофото результатов - везде 1мм. по горизонтали - сначала карбид кремния, потом алмаз:


Как можно видеть, снова расклад такой, что 1\0 царапает довольно редкую риску, тонкообработанную поверхность всей фаски он можно сказать вообще "не взял", а только потом узенькую микрофасочку. Единственно, что изменилось - поверхность между рисками, на микрофаске, по сравнению с пробами на cpm s90v стала более выглаженной, хотя риска, субъективно, стала менее аккуратной, нежели во второй пробе по s90v.
О тонкости работы выше, нежели более крупный абразив, работавший ранее, как и о работе на том же уровне, а также о производительности и однородности работы - речь не идёт.
Кромка конечно не самая плохая получилась, и, вероятно, если поработать минут 10, то можно получить более-менее приемлемый результат и может быть даже не состряпав микрозаусенку, но в сравнении с производительностью и тонкостью работы, что стороны 3\2, что альтернативного абразива, это выглядит совершенно неинтересным и не вызывает желания применять данную сторону бруска.
Резюмируя кратко:
Сторона 3\2 мне вполне понравилась, она удовлетворяет основным требованиям - тонкость обработки ожидаемая от фракции абразива, однородность обработки вполне приличная, производительность не выдающаяся, но на уровне, при том нет критичной паразитной риски, притирка не сильно влияет на однородность обработки и не обязательно делать её особо тонкую, так как выглаживание всё равно происходит быстро и освежать нужно часто. Засаливаемость умеренная, очищается ластиком или скотчбрайтом с мыльной водой. освежение поверхности возможно, кстати, просто дрессинг стоуном из карбида кремния F600, типа B600VJ от ИНФ-Абразив. В общем - вполне добротный рабочий вариант, намного лучше, даже ни в какое сравнение не идёт с обычным, не модифицированным 3\2. Брусок явно удался. Главное, чтобы не было больше посторонних вкраплений.
Сторона же 1\0 демонстрирует низкую однородность обработки, тонкость таковой не соответствует фракции, варианты притирки мало влияют на результат, производительность крайне слабая. К плюсам можно с натяжкой отнести разве то, что засаливания нет, в силу отсутствия внятного съёма.
Конечно, можно возразить, что на зерне 1\0мкм. трудно ожидать эффективный съём, но он ниже, чем на "одноклассниках" по зернистости, из других абразивов, не говоря уже о притирах с алмазным зерном, качество же обработки на уровне наиболее слабых иных абразивов подобной зернистости, что я пробовал - очень напоминает работу некоторых водников с подобного размера зерном, для механизированной заточки - там низкая концентрация абразива и рыхлость связки, позволяет получать удовлетворительный результат засчёт иных режимов работы, но для ручной обработки это не подходит.
По моему мнению, было бы интересно сделать сторону 1\0 на такой же связке, как имеет сторона 3\2, и повысить концентрацию зерна - полагаю, что, например, 150% такая плотная и достаточно твёрдая связка должна удерживать удовлетворительно.