�������� ���� � ����, ��������:
http://www.knifehelp.net/pages/zatochka/iskusstvo-.../dovodka-rezhuschej-kromki.php
"�������� ��������, "�������". ��������� ������� "Mutant"
�� ������� ���� "���������� ��" � ���������� ��2, �����������" �� KNIFE.RU
"�� ������� ��� �� ��������, ��� ��� �� ������ ����."
- ���� �������
������������ �� ������� ������� ������
� �������� ������� � ����������� ����.
�������� ������� ��������� ������������ ���� - ��� ������������ ����� � ������������ � ����������� ���������� ����������. ����� � ��������� �������.
������� ����������� ������� ����� � �������� ���������� ��� ��������� �������� � ��������������� �������. ���� �� ����������� ���� ������ ������ �� �������, ��� �� '�' ���������� �� �������, � �� '�' �������� ������ (�������� � ��������) �� � ������ ������ ������ ���� ������ ����� ������ ����� - ���� ���������� � ��������� ����������� ������� � ������������ ��������, � ���������� ���� �� ����������� ���������� ���� � ����������� ������������ ������, � ����� ������. � ����������� ���� ������ ��������� � ����� ������ � � ����� ������������ ��� '�', ��� ������� � ���, ��� �� ����������� ������� ������������� ����������� � ������������� ����. ������ �� ����� - �������� ������� �������� � ����, ����� ����� �������� �����, ����� ������������ ��� '�', ��� ����� ������ �������������� �������� (�� ���� ������� ����� ����� ����������) � ����������� ��������� ����������� � ��������� ����������.

��� �� ������ ������, ���������� ����������� �� ������ ����� ������� �����, ������� �������� ��������������� ��������������� ���������� � ����� ������� �������� ���������� ������ ��� ��� ����������. ��� ��� ����� ������� � � ����� � �� ������.
����� ������� ����� �� �� ����� ������� �� ���������, ����� � ������������ � ������ �������. �� ������ ���� �������� ��� ����������� �����, � ����� ����� ����� � ������� ����� � ����� � �.�., �� ���������� ��������������.
������� ��� ������. ����� ������� �������� ���������� ������ �� ������ �������� ��������������, �� ������ �������� � ������ ��������. � ����������� �������� �� ���������� ���������, ���������� � ����������� �� ��������� ����������. ���������, ��� ��������, ����� �������� ��������� �� ������ ���� ������� �� ���� ������� (� ��/��������� � ��������) � ������������ ������� �������, ������� ����. ��, �� �������� �������� ��������, �� ��������� ���� �������� �� ���� � �������������� � �������������� ���� ����������� ����, �� ��� ������� ������� � ���������� ������. ��������� ����� ���� �������� � �������� ���� � ��� �� ���� � ���������� � ����� �����������. ��� ������� ������� ����� ��������� �������.
������� ��������� ������� - �������������-'���������', ���������� � ������������ ������ ������� ���. ���������� � ����������, �����������, ���. ���������, ������ ������ �� ��������� ������ ������! ��������� �������� �� �������� ����� �� �� � �� �������, ��� � ����� �� ���� ��������� � ���������, ��� ����� ��� ������������ ��������.
��� ������� ����� ����� ����:
� 1.���������� ����������� �� �������������� ����������� �������, ������ ������ (����������� � ���������, ������� ������ � ������ ���� � ���������) � ����������� ��������;
� 2.���������� ������� � �������� ������� �� ������� ������� (���������������);
� 3.������������ ������� �������.
��� ��� ������� ������������ � �������� ��������� � ������ �������� � ����������� �� �������� � ��������� ���������� ����. ����� ������������ ���������. ��������������� (�������), � ������� ����, ��� ��������� ������� ������, �� � ��� ��� ������������ ������������ ������� �������. ��� ��������� ������� ������� ���������� ����������� ������������ �������. ����������� ���� ����������� ������������ ��� ��������� ����������� ������ ������ � ���������.
�������� �������� � ������������ ������������ ���� �������� ������������� �����, ������� ������������� �� ������� ����������� ��������-����������� �������� (���), ������� ������������ ��������� �������� �� ���������� ���������� � ����������� �� ������� ������������ ����������� �����. �� ������� ����� �� 2��/��.��, ��� ��������� - 0,5-0,2 ��/��.��. ��� ��������� ���������� �������������� ���� �������, �� ������������ ������������ ���������� � ����� �������� ��� ���������, �������������, ������������, ��� �������� ����� �� ������ ������ ����������� ����������. ������ ������� - � ����������� ������� ����� ����������� ����������� - ������ ���� ��������� �������� �� �������.
���� ���� ������� ����� - ���� �� ������� ��������� ����� ����, ��� �� �������, �������� ����� ��������� �������� �� ���� ����������� � �������� �������� ��� ��������� ��������. �������� ����� � ���������, �������������� �� 0,2 �� 0,3 ��������� �� ���������� ���������.
��� �������������� ���� ���� ���������� ����� - �.�. �������� �.�. ������ �.�. ��������� "������ ���������� �������� ��������� ������� ����� � ��������". ������������ "����� � �������" ����� 1976�.
��� ����� ����� ��� ��������� ��� ���, ��� � ������ ����� ��������� ������ ��������� � ������������� ���������� ����������, ����� ����� �������� ���� � ��������� ��� ��������� ���������� � ���������� �� �������������. � 4 ����� ���� �������� ����� ������������ ���� � ��������� ����� ������ �� ��� �����������.
5-� ����� ����� ��������� ������ �� ���, �������� ��������.
"���� �� �� �������, �� ����� ��, ��� ��������� ���� �� ����.
���� �������� �� ����� �� ����� - ��� ����� �����������, �� �� �����.
���� �������� ����� ����� ������ ��������� ��� ����� ����� ����� (�����) - ��� ����� ����� ����������. �� �� � ������� ���� ����� ��� ����� �������.
���� �� �������, �� ������ �������� ������ �� ����� - �� �����������.
��, ��� ��� ����� ������ �� ���������� - ����� �� � ��� �� �������. ����� �� ����� �������� �� 10 ����� �� ����� "������" �� ����, � �������� � �� ����� ������."
����� �� �������� ��������. ���� ���� � �������, �� ���� � �������� �����������. � ������� ���� ����������� � ��� ���������� '����� ���������� �������� ��������', ������� ����� ����� ������� ����������� ���������� � ���������������, �� ��� �������. ��� ����������� ����� ����� �������� ��� � ��� ��������� ������� ������� ����������. ������ ����� ����� ��������� � �� ����� �������. ��������� ���� ����������� - ������ ���� � �� ������ � ����� ���������. �� ������ �������� �� ����� ��� �������� �������, ������, ������ � ������������ ����� �����, ��� � ����, �� �� ������� �� ������� - � ����� ��������� �� ����� �� �������� ���������, � � ���� � ���� �����. �������� ��� ���� ��������� �� ������ ��������� 0,2-0,5��. �� ���������� ��������� � ������� ��� ���� ���������, ��������, ��� ����, ��, ��� ����������� ����� �� ��������� �� ��������� � ��������� - ��� � �������� � ��� �������� ����. �� �� ��� ������. �� ������� ��� �� ��������, ��� ��� �� ������ ����.
�� ����� ��� �� �����?
��� ������� ��� ����� ���������� ���������� ���������� ���������� �� ����� � ��������� ������� ��������, ������� ��� ������� ������ ��, � ��� ������� ��� ����� ���������� ���������� ����� � �� ����� ����� ���������� ��������. ��� ������� ������ �� ������ �� � �� ����� ����� ��������� ����� ������������� � ������������ ������� ������ � ������������ ���������.
���� ��� ���������� ��������� � ����������� ���� ������ ��������� ������� �������� � ��� �������, � ���� ������� ��� ������ , ������� �� ���������� ������. ����������� ����, ��� ������� ���� ������ ��� �������� �� ������ � ��� ���������� �� ����� � �������. ���������, ��� ����� ������� ���� ������ � ��� � ������ ������. ������ ����������� ������ ����� ������ �� ����� ������� ������ � �� ����� � �� ����� � �� ��������� ����� ������� ��� ���� ������. ���� ������ � ������ � ������ ��.
���� ����� �� ���������� ������� �������� ����� ����������, � ���� �������� ������ �������� ��� ����� � ������ �������� ������, �������� ������� ��������� � ��������������� �����, � ��� ������� ������, � �� ����� � �� ����� (�� ����� � �� �����). � ��������� ����� ���������� ��������� � ���������� ����� ��������.
�������� � ������ �������� - �������� ������� ������� ����� �����������. ����� ������ ��� ��������, ���� ������� ������ ������ (���������) � ������� ���� ����������.
��� �� ������, �� ������� � ������� ���������� �� �� ����� �������. � ����� ����� �������� � ���� ����� (����������), ��������� ��������� ������ � ������ ��, ��� ���������, ���������, ������������ � ��������. �� ��������� ���� ���������� ����� ��� ������ ������, ��� ������� ���� ������ ��� ��� ��� ���� ������ ������� �� ��.
�� ����� ����� � ������ ������ ������������, �� ����� �� ���� � ��������, � ����������������, �� � �� ����� ��������� ��������. �, �����, ��� ��� ���������� � �����������.
������� ��������� ���� ��������� ��������� � ������ �������� ������� ��������� ������. ����� � ������ �� ������������ ������� ���� ���� ��������, ��� ����� � ���������, � ���� � �������� ������ ������, �� ���� ���� ������ � ��������� �����. �� ��� �����, ���, ��� ������� ������� ��������� � �������� ��� ����� � ��� ��������� ���������� ����� �������� �� ��, � ��� �������� �� ����� ���������� ������� ��������, ������� ����� ��������� ��� �������. ��������� ��������� �� ������ �������� ���������� � ������������ � ������� ������������ ������� ������ ������� ������, ������� � ���������� ����� ���������, ������� ����������� ��� ���������� ���� ��������� �� �� ������������ (�������) ��������� ��������� ��� �����. ��� � �������� �� ������. ��� ��� ������� ������� � ����������...
��������� ������� ����� �� ����� �� ����� ������ ( ������� � ��������� ������ ) ������ ������������ �����������, ������� ����� ��� '������������ �����', ��� ���������� ��������� �������, ���������� �����������. ����� ����������� ���������� ��� ��������� ����� ������� ���������������� � ������� ��������� �� ����� ���������. ������� ����� ����� ���������, � ����� ���� � �� ��� ������ ����������� ���� �������. ��� ���������� ��������� � ������� ���������, ��� ��������, �� ����������� ������� ����������� ( ����� � 100{���} ��� ��������� ����������) ���������� ������� ���������� ���������� ���������� � ��������� ���� � ���������� ���� ������������ ����. ��� ��������� ������� ����� ������� ��������� � ��������� � ����� ��������� ���������, ������� ��� ������� �������.
��� ������� ���������� ������ ����������� ���������, ��� ������������ ��������� �����, ��������� �����������, ���������, ��� ��, �� ������� �� ��� �����, � ����������� �� ������� ����� ��������, ��� ������������ ��������� ������� ����� �� ���������� ��������� � ������������ ����������� ������������ ����.
� ��������� �������, ��� ��������� ������������ ������� �� ������ ��������� � �������� ��������� ����� �� �������� ������ ������� ������� ���������. ���� ���� ������ ����� �� ������� ������� ������ � ����������� � ��������� ����, �� �������� ��� ��������� ������ ���� ����� ���������. ��� �������� ����� ����� ���������� � ��������� ��������������� ��� ��������� �����.
������� �������� ����� ������������. ���������� ���������� �� ������� ��������� ��� �������� �� ����� ������. ����� ����������� ����������, � �� �����, � ���� ��� ���� � �����.
� ���������� ���� ���������:
� 1. ������������ ��� ����� �������� �����;
� 2. � ����������� ����� ����������� �������� �� ���������� ����������. ���������� ������� �������� �������� ��� ������� ���� ������������ ���� ������� ��� ����������� �������� � ��� ������� �� ���������� ������, ������������ ������ �� � ������� ����� ����� - ��� ������ ���������� � �������� � ����� �������� �������������.
� 3. �������� ������ ���� ��������� ����������, �� ����� ������ �� ������ ������ �����������, ��� �������� ������� � ������ ����� �� �����������, ����� �������� �����, �������������� ��� ������������ ����������� ����. �������������� � ������� ���� (�� ����� 10�).
� 4. ��������� ������������� �� ����� �������� ��������� � ��������� ������������� ������ �� �����, ������� ���������� ��� ������ ������. ��� ������� ��� �������� �������� � ��������� ��������, �������� ������� ��. �������� ������ ���� ��������, ������� � ���������������� ��� ������ �������� � ��������, ������� ����� ����� ���������� � ����.
������� ��� �������, � �� ������ ������������� ��� ������, ��� ��� ������� � ��������� �� ��������, �� ���� ������� ����������� � ������ ������ � ��������. �����, ��� ����� ���� ���� �������� ��� �������� � ������� ���� - ��, ������� ����������, � � ���������� ���� �������, ��� ����� ��� ��������, ���� �� ��������� � ��� ��� �� ��������. �� ������, ��� ��� ����� ������ � ��������.
���� ������� ���� �������� ��� �������. �� ���������� ���, ��� ����� ������������ ��� ��������, ������������ ����� �������� �� 50 �� 1400��\��� � ������. ��� ����� �������� - ��� �� ��������� �� � �������� ����� ��������� �����.
����� � ���, ��� �� �� ��������� ����� ������ ��������� ��������� �������� ���� (����), �� ������� �� ������� ������ �� ����� ����� � ��������� �� ����� 200��/���.

����� ������
�� �����:
��� � ������������
���� (�����, ����)
���� ���������� (����������� ��������, ������, ���������)
���������������� (���������� ��������� �� �����������, ��� ���������� ��������)
����� � �������� ���������
� �������� ������� ������ ����� �������� �����, ��� ������ �������� ����� ������� � ���������� �������� ��������, ��� ����� ������������� ������� � ����� �� ��������� �����. � ��������� ��������� ������� ������ ��������� � �����������, ��������� ������� � �������. ����� ����������� - ��������, ��������, ����������. �������� �������� ����������� ���������. ���������� � �������� ��������� ��� ��������� ������ ( ��������� ��� ���������). ������� ����� - ��� �����. �� �������� ��������� ����.
���� ��������� ��� ������. �� ����� ������������ ��������� �������� ��� �������� ����.
����������� ���� ��������� ����� �� ����� ������ ������ �����. ��������� ���������� �� ��������� �� 1�. 30���. ( 10�30���) ���������� ������ ����� � 12�. ����� 45�������� ���� �� � � ����������� �������� ����������� ����� '9� - ��� �������� - 3�' ; ����� ���� ������ � ������ 4�30��� (7�30���) ������ ����� � ������� 6�. ��� �������� �������� ����� - ����� � ������.

�������������� �� ��� �������� ����� �����, ������� ��� �������� ������.
����� ����� � �������� ������ ����������� ������ �� ������� ������.
�� ���� ������ �������� ������ ����� ���� ����� (������� �����100��/���).
�� ����� � ��������� ������� ����� ����� �� ������.
�� ����� � ���������, ���������� ������ ��� �������, �������� �����������.
�������� ������� �� ������� ����� � ������ �� ������ ������������ ���������.
��������� ������������ �� �������� �����, �� ������� �������� ������, �� ��������� �������� ����, � �������� ������� � �����, � ������� ������� ������� �������� ������� ������������.
�������� ��� ��������� �����������.
�� ��� ������ � ���� ����� 40 �� ��� 5 ������.
��� ������, �� �� ������������ ����������� ������������ ���� ��� ��������� ��� �������. ������ ����������� ���������� �� ��� ������� ���������, ������ ������ ������ � ������ �����, �� ��� ������� ���������� ����� � ����������� ���� �������.
���������, � ��� �����, �� ��� ����� ����, � ���� ���� �� ����������� �������� ����� �� �� � �������� �� ����� �� ������������ �������. ����� ���������� ������� ���������� ������ ��, ����������� � ��������� � �����������, � �� ��������. ����� ������ ������������ ��� ����� ������ ��������� �������. �������� ������� �������� ���� �������, ���� ����� ����� ������� ������, ���������� ���������� �����. ����� ��� �������� ����� ������ � ��������� ����� ���� �� ����������� ������, ������� ������������ ������������� ��������� � ��������������, ����������, ������������ �� ������� �����������, � ������� �� ��������� �����.
������� ��������������� �� ����� � ����� ������� �������� � ����� ���������� ����������� ��� (��� ����� ���������������), �� �������� ���� ��������. �� ����� �������, ���������� ������� ��� �������� ������������ ������, �� ��� ������ � �� ������������ ������ ����������� � ��������. ��� ������ ������� �� �������� � ��� ��� ������������ ������� ��������� �� ����������� ���������� �� ��������� � �������, �������� � ����������� ���������� �� �������� ����� � ����� �� ������ ���� ��� ������. ���� ��������������� ��������, � �������� � ����� ����������� � ��������, ����� ���������� ������ (��� ������). ��� ���� �� ��� ��� �������, ������ ������� �� �������� ���� ����������� ������ �� ��������� �� ��������.
������� �������� ����� ������� ������� � �� ����.
������ �������� �� ���������� ���������. �� ��������� � ����� ��������� (����� �� ������� ��), ������� �������� � ���� ������� ���� ��� ������ �������� - ������� ����� �� ��������, ����� ��������� �� ����� �� ����� � �� ��� 45 �������� � ��� , � ����� �����������, ����� ��������������� �� (������) � ������ �� ��� �� �����. ������� ����� ��������� � ��������� ����� ��, ������� �������� ��� ��� ������ ���������, �� ��������� ���������� ������ ������ - ��� ������ ���� �������, ���������� ������������� � ��� � ������� � ����� �����. ����� ������������ ������� ��� �����.
���������� �� ��� �����������, ����� ��������� �����, �� ����� ������ �����.
��������� �� ������������ ����� �� ����������� �����. �������, ����������� �����, �����������, � ������ � �������� �� ������������ ���� ���������� ������� ���������� ��. ��� � ��������� ���� �������, ������� �������� �������� ������� ���������, � ��������� ��� �������� ����� �� ���� � ���, �������� �����, � �������� ������� ����������� � ������������ �� ����� ������ ��, ��� ��� �������� �� ������ �� '��������' � '������'. ������ � ��� ������� �� ���������� � ������������ �� ��� ����. ��� ��� ���������� - ������. ������� � �������� �� ������� ������� �� �������, � ������ - ����� ���������, ��������, ��������� � ������������ ����� �� ������ � � ���������� ��. �� �� ����� ������ � ��� ������ � �����������, ��� ��� ������ ���������� � ������ - �����, ������� ������� ��� �������. � �������� ������� �� ��� � ��������.
�� ������� ������ � �������� � ��������� ������������ �������. ����� ����� ������� � ����� ��������� � ����������� � ������ �� ����, ���� � ���� ������� �������, ������� ��������� � ����������� ������� ������� ������� � ����������� ��������� ���������� �� �� ���� �������, ������, ������ � ���������� ����� �� ������� � �������� ����������� ��������� � ������ ��. ���� ������ ���������� ��� ������ ������� ���������� �����, ������ - ���� ���� �� ����, ����������� � ���������� � ���������, � ��������� ������������� ������� ������ ��������. ����� ������ ������� ��������� ������ � ������ ������� ������, ���������� �� ���� �����, �� �� � �������� ����� 3 ���� �� 30 ��� ����������. ������ ��� ��������� ���� �� �������, ����� ��� ������ �� ������ ����� 18 ���� � �������, � ������� ���� �������, ������ ������������ � ���� ������� - ����������, �������� ���������� � ����� ��������. �������� ��� ��� ������� ��� ������������� - ������. �� ���� ������. ����� �� ������ � ���������. ��, ����� ��� ������� � ����� ���������.
������� �� ���������� ���������� ��������� �� ��� ��������������� ������� (�������). ������ ������ ����� ��� ��������������� ������� �������� ���� ����� ������ ������� ��� �������������� (�������, ������). �������� ���� ����� ������� ������ ���������� ������, ������� �� �� ��� ���������� �������, �������� �� �����, ������� ����� ������� � ������������ �������. �� ������, �� ������ �� ��� �������� ��������, ��� ���������� ���������� �� ����� � ���� �������. ��� ����� ���� ������� - ��������� ���� �������, ���������, ��� ��� ������� ����������� ������������ ����������, ����� ���� �� ���� � ����������� ������� ���, ������������, ��������� �������� ������ �������, ������� �������� �������. ������ �����, ��� ��������� � �����, ������� ������ �� ������� ������ � ���� � ������ ������. ��� ���������� ��������������� �������. �������, �������� ��� - �� �������� ����������� �� ��� �������, ����� ��� ���������� ��������� �� ��, ��� ����� ������� �������� ������� ��������� � ��� � ������ ������.
� ��������� �������� ������ �������, ������� ���� �����-�� �������, � ����������� �� � ���� �� ��������. ��� ������, �� ������ ��������� ����������.
������� ������ �� ������������ �����, ���� ���� ������ �������� ��� �����. � ����������� �������� ������ ��, �������� ��� ���� �������������� ������� ��� �������� �����. ���� �� ������� - 24 ��������; ���� ������ ������� - 20 ��������; ���� ������� ��������������� - 16 ��������. ������ �������� ����� ���� ������� "����� ����� �������� ����" (���� �������� � ������� ���� ��� �����������) � ��� ������������ ������ ���������. ������ ����� ������� � ������ �� �� ����� 0,4��, ��� �� ������� �������� ����� ������� � ������� ������. ������� - ��������� �� �����, ��������� �� ��.

���������, �� ������������ �����, ��� ����������, ���������� � 5-7 ���. �������, ��� �������� ���������, � ����� ���������� ��� � ������� ���������� ���������, ��� � � ��������.
��� ������� ������� ����� �� ������ ������� �������� �� �8 HRC 60, �� ������ ����������, ������� ��������� �� ����������� ������ � �� ��� ������ ��� ������ ������. ������ ������� ������ ������� �� ������ ��������� ��������� � ���������� ���� ��� ������� ������ �����, ������� ����� �� ������ - ��������� ����� ���������� �� ��� ������ �����, �� � �� ���� � ��� �� ���������, ���� ���� ����������� ������ ���� ������.
����� ���������� ���� � ����� ��. ������������� ��� ����������� ������������ ����� ���� ���������� ��. ������� �����, ����� ��������� ����� ��������� � �������� ���� ������������. ������������� ���������� �� ������� ������ ������� ������ ������������, ��������� ������������� ������������ ����� �� ������, �� ��� ���������� ����������� ����������� ������ ��� ������� � �������.
����� �� ����� ���� ����� � ����� �������������, �� �������������� - ����������� ������������ � ��� �������������� ����������. ���� ���������� ��������� � ������, ������ ����� ���� �� ��� �����, ��� �� ����� � ���������� ��. ��� ����������� ��������� �������������, � ����� � ��� �� ������� � ������� ������, ������� ����� �������, ��� ���� ����� ��� ��������������� ����� ��. ����� ���� ��� ������� �� ������� ������� ����� ������� ������. ����������� ��������� ������������� �� ������ � ������� �������� � ����� �������� � ����� �� ������ � ����, ��� �����������. ����� ����������� ����� - �������, �� ����� �������� ���������. �� �� ��� ������ ��� ������������� ���������.

����� ���� � ��� � ������ ��������� ��� ������������ � �����, �� ��������� �� ������ ������� �� ����������� ����� ��� �������, � ������ �� ������ �� �� ��� �������������. � � ����� ������ � � ������� ������� ����� �������, ��� �������������� �� ��������� ������ ��� �, ��� ������ ����� ������ ��� ������������� ���� ����� �� ������������ ���������, � ��� ������ ��� ���� � ������������ ����� ������� � ����������� ���� � ��� �����. ��������� ��� ������ �������� � ��� ����� ������� �, � ���� ����� ��� ���������� - ������ ���������, ���� � ����������� ���� � �.�.
������� �������� � ����� ��������� ����� �������� ������ ������������ ����� � ������� ������ ����� �����������. ��������� ���� - ������ ������ ���������� � ������� ���� � ������ �� ��� ����, ��� ���� ����������� ������ �������� ��� ��������, ������� � �������� ����� ������� ������� ������� ���������. ���������, ��� ������������ ����, �������, ��� ����� ����������� �� � ��� ��� ����� - �� �� ������� �������� ������ ��� �������� �� �������, � ���������� �������� �� ��������������� ����������� �� - ������������.

�� ���������� ����� ����� ������ �����, ������� ������� ��� �������, ����� ����� ��������� � ��������� � ������� ������������ ���������.

�������� ����� ������������ ������ ��������� � ������� ������� ��� ��� ��� ������������, ����� ���� �������� ����� ��� ������� �� ����� ������ ����������� ����� �� ����������. � ��� ��� �������� ���� ��� ������������ - � �������� �������� � ��������� ����� ��������, ������ - �� ����� ���� �� �����, ��� ��� ������ ����� � ��� ������� ������������ ��������� ����, � �� ������ ��� � ������� ���� ������� . ���������, ��� � ��� ��� ��������� � ����������.
��� ������� �� ����� ���� ������, � ��� ������� �� ����� ����������, �� ����� - �� ���� ������ ������� ����������, � �� ���� ������ ���������� ( ��������� ����������), � ��� ���� ���� ���������� �� � ����� ������ ��������� � ������� �� ���������, ��� ��� �����������, � ��������� ��� ������� �� ����� �������� ��� ���� ����� �� ����� � ��������� ��� �������� ����� ����������� ����� � ������� - �� ��������� ������� ����� ������ ����� �� �� ��������, - ��������. ����� � ������������� ������� - ������ ������� ��� ����������� ����� � ��������, ��� ��� ������� ������� ������. ���������� � ���������� �������������.
���� ��� � ���������, �� ������ ������������, ��� � �������� � ������ ���� ������ � �������, �� � ������ � ������������ ���������. ��� ��������� �� �������, ��� �� ��� ��������� - �����, ������� ��� ����������, ��� �������, ��� � ���������, �� �������� ����� � ������ ������� �� ���� ������, ���� ��� ���.
����� ����������� ���������� ������� ���� �������. �������, �����, �������� �� ����� �������� �� ������� ���� ������ ��������� �������� - ��������. ������� ��������� ����� �����������, �������, �� � ����� ������������ ������.

����� ��� ���������� ������� � ������ - ����� ������ ������������ � ����� ������� ����. ����� �� ��� ������ � ���� � �� ������������ � ����, ���� �������� ��������� �������� �������� �� ����� ������. ���� ������ ���������� �� ������ ������, ��� ��������� �������� �������� ������� ������, ��������� � ������ ���� ������, � �������� ������ ������������ �������������� ������. �� ���� �������� � �������� ��� � ��������.

����� ��������, ������, �� ������ ��������� �������, ��� � ������� �������� ������ �������.
� ������ �������� ������ �� ������� �������� ����� ���� � ��� ����� 0 ��������, �.�. ������� ����� ��������� �� ��������� ������� ����������, � ����������� ���� �� ������� �������� ����� ��� ����� 25 - 28 ��������, ���� � �������� ���� �������. ����� ��� �������� ������� �� ������ �����, �� �������, ��� ���������� ������� � � �������� �, ��� ��� ������� ��������� ����. ��� ��� ��� �������� � ����� �� ������ 0,8 -1 �� � �������� �� ������� �������� �����. ��� �� �������, �� �� ��������� �������. � ��������� ��� ��������� ��� �� ������ ������ � ������ �� ����� ��� �� ������� �������� ����� ��������� '�� �����' �� ����� ������������, �������� ����� ���� �������� � ����� ������ � � ����������� �� ����������.
��� ������ ��� ������������. ������ ������ ���� ����� 150��. ��������� ��� �������� � ���� ������ �� ������, �������� 25-30�� �� ������ ��, �������� ����� ��� ������� �������, ������ ��������� ��� �� ����� �� ������ ����������� ������ � ����� ��������� ��� �� ����� �� ����� ����������� ��� ���������.
������ ��, � ��������, ����� � ���� ��� ������ � ��� ����, ������ � ����� ��������, �� �������� �� ������ � ������, ������� �, ���������� ������������. ������������, � ��� ��������� ��-�� ��������������.
��������� �������� �� ����� (����� ����� ����) � �� �������...
���� - ��������� ������ ���� �������� � �� ��������������. ��� �������� �����������, �� � ���� ���������� �� � ���������� � ���������, � � �������� � �������� ������� ��� ����� ������, �������� �� ��������� �� �������, �� ��������, �� ������, �� ��������� � ����� ����������� ����������, ��� ��� ��� �������.
�� ��������� �������� � ������� �������� �� ����� 8-� ������. ���� �������� ��� �������� ������� ������� ������, ������� ��� ������ ���������. ������� �������� �� ����� ���������� ����, ����� ������ � �������� ��� ��������. ���� ��� ��� 20 �����. ��� ������������� ����������� ���� ������� ������� � ���������� ������. �������� ������ �� ������������������� ������ � ������� ��������������� �� ������� � ������ ��������. ����� ����� ����� �� ������ �� ����� ���, ����� �� ����. ��� ��� ������� �������� �����, � �������� ����� � ������� ������ - � ��� ���������. ������� ��� �� �����, �� ����� ��������. ��� �������� ����� ������, �� ��� ������ ��� ���� ��������� �������� � �������� � ������ �����.



������ ���������� �������������� � ����������� �� ������������ ���������� � �� ���������, ��� �� ��������������� ���������� � ����� ���� ������, �� ������� �� ��� ���� ������� � ����������� ��������������� ��������.
������� ������� ��� ��������������� - ���������� ��������� �����. ������ - ����� ������������ ������, �� ������� ��������� ���� �������� ���������� ���� ��� ������������� �� ������� ���� ��������, ����� ���� ������� ����������� ���������� � ����� ����� ��������� ������� � �������������. ����� ������� ���� ���� ������ ����������.
�����, ��� ���������� �����, ���� ���������, �� �� ������ ���� �����������. ������� - '�� �����' ('�� �����' ����� �������� ��-��� �����, ��� ������� '�� �����' ����� �������� �� ��).
����� ������ ����� �� ������ ��������������� ����� �� �� ����� ������; �� ����� ������� ����������� ��� ������� ��������� ���� ������� �����, ������� ���������� �� 45 - 30 �������� ������������ ����� ��, ��� 90 - 120 �������� ����� ����� � ��������. ��� ����� ����� - ��� ����������� �� �� �������� ����������. ����������� ������� ����� �� ������ �� 2-� ������ ������ ���� ������ ����� ����� � ������������ � ��������. ���� ����������� ������ ����������, ��, ����� ������ ���� ����� �� ������ ������ ������������ ����� ����� ������� - ������������, � �� ���� � ����� ����������� ����������� ���� �����.

�� ����� �������� ����� �� ������� �����������, ���������� - �� ��������.
����� ���������� �����, ���������� ������� �� � ��� �� ����������� � '�� �����', ��� ������ �����, �� ����� �����, ������ ������ (�� ��� ������������ ����� � ������ ��) ����� �������, �������� �������� ����� ����� ��� ��������, � �������� ����������� �������, ��� ������� - ��������� �����. ����� ��������� � ������������� ����� - ��������, ���. ����� ������� �� ����� ��������� �� ������ ����. ����������� ���� �������� ����������� �����-������� � �����-�������� �� ������ �� �� ����� �����, ��� ��� ����������� � ��� ��������, � ������ ��������� � ��������� ��������������, ������� ��� ������ ��������, ������� ���� ������� �����.
��� ������������ ��������� ������ ����� ����� �� ���, �� �����, ���������� ���������, ������� �� ��������� ��� ����������� �������� ����������. �� ����� ������������ ��������� ����������� ������ ����� ���������� �������� � �� ��������� ��� ���������� ���������������.
� ��������� ��� ������ ����, �� ��� ������, ����� ��� ��� ����������, ������� ������ ��������� ��������������� ��� �������, �� �� ������ � ��� �������.
������, ����� � �������� ����� ������������ ���� ����� �� ������ ��������� � ��� ������� ������� (��� �������) ���� ����� ������ ������ � �� ���������, ��� ������� '�� �����', �� ���� �������� �� �� �� ����� ����� ��������������. ����� ����� �������, � ������� �������, ��������� '���������� ������� �������'. ������ ����� ������� ������������ ������� ������. �������� ��� ��� - �� �������� ����� ����� � �����; ������ ������� �� ���� ����������� ���� �����. ������ ������ ������ ������� �������� �� ����� ������ ���� ������ ����� �� ���� � ������ ������ ������������� ���, ����� ��� ��� �������� ����� ������ �� ��� �������� �������� �� 45 �������� � ����������� ��������. �������� �������� ������ ��������� �� ����� ������, ����������� ���� ����� �� ���� ������� ������� '�� �����'. ��� ���� ���������� ��������� ������� �� ���, ����� ��� �������� ������ �� ������ �� ������� ������� ������ ������ ��� �������� �� ����������� ������, ������� ��� ������������ � ������� ������� � ����� ������. ������ ��� ���������� ����� ������� ����� �������� ����������� �������� ������ �� ���� �� ������� ������.


����� ���� ��� ������ ������ �� ���������������� ����� ������, �� ������������. ��������� ������������� � �������� ������� ������ ���� �������������� ������ ����� ������ ���, ����� � ������ ���� ��������� ������ ������� ������ (������ �����), � �������� �������� �� ����������� ������ � �������� ������� ����� ������� ������� '�� �����' �� ������� ���� 45 �������� ������������ ����������� ����������� � ���� �����. ������������� ������ ����� � �������� ���������� 90 ��������. ����� ������� ����������� �, ��������� ����, ��������������, ������ '�� �����' � �������� ���� ������������ ����������� ����������� �� ������ �������.
����� ������ ������ ������� ������ ������ ������ ������� �� �� ������� ������� � ������ ��� '�� �����' � ���������� �� ������ ���� ���� '�� �����'.
���������� �������������� ������� ����� ������� ��� ����� ��������� �� ����� 10-� ����, ������������ ����������� ��������� ����� � ��, �������� - �������� ����� ����������� � ������� ���������, ����� �� ���� ��� ����� ���� ������ ����������� ������.
���������� ������� � ��������� ��� ����������� ����� �������� � �������� � ����� ��������� ����� ��� ��������� ������� � �������������� �������, �������� ������ ������� ������ ������� � ������� ������ ������ ��� ������. ������� - ��� ������ ������ ��� � �������� �� ���� ��� ����� ��� ����������� ����� �����, ������ � �� ������� ����� ��������� � ��������� ��� ���� - ���������. ���� �� �������� ����� �� ����� ����, �� ������� - ��� ������ ��� � ������ ���� ����� ������������ ����� � ������ ��� �������� ������������, �� �� ������� � ��� ���� �������� �������� ���������� ����������� � ���������.
���������� ���������� ��� ������ ��� �����, �� �������� � ����������� ������� ��������� �� ����� ��� ���������� �� 200�, � ������ ������ ��� 600�, �� ��� ��� ������ �������� ���������� �������, �� �� ��������� �������, ��� ������ ������� ��������� ������� ���������� ���� 1000�.
� ����� ����� �� ���������� �� ��������� ��� ������� ������� � ������� ���-�� ������� ��, �� ��� ������������ �� ������� � �������� ��������� ������ �����, ��� ���������� ������� �����������.
� ����� - ������, ����� � ����� ����� � ������������, ���� ���������� ��� �������, �� ����, ��� ��� ��� �� ���������� � �� ������ �������� �� ����� � ������. ��� �� ��������� � ������� ���� �� ���� ��, �� �� ���� ���������� �� ���� ��� ����� ������, ��� �������� ������� ��������� ������������ ���� ������ - ����������� �������� ������� ��� ������� ������ ���� ��������������� ����������� � ����� �� ��� ���������� ���� ����� ���������� � ������� ����� ����� �� � ���������� ������� ����������� �������� (�����, ������, ������), � ��� �� �������� �� ������ �������������� ��� ���� ��� ��� �� �������������, ��� �� ���� ���� ������.
� ��������� ��� ������� ��������� � ������. ��������� �� ������� ������ ��� ���������������� ��������� ������������ ���� �� ����� �� ��� �� ����� �����, �� �������� ������� ���� �� �����.
������ �������������� "��������"




��� �������������� ���� ����������� ���������� ������ ������ ���� ��� ������������ ��.
� ��������������� ������� ������� ��������� �� ������ �������������� - "�����"
����� (�������� �������) ��� ������ ���������� �����, � ������� ������ ������ (�� ����� ������� ����������) � ����� ��� ������ ���� �����. ����� ������� � ���� ����, �� ����� ����� �������������� ��� ��� ����� ������, � ��� ������� ����� ��� ��������� ������ ���. ��� ������� ��� �������� �� ���� � ��������� ������ � �����. ������� ��� �� ��������.

����� �������� �� ���� ����� ��� ����� 45 �������� � ����� �����. ������� ������� ������� ���� ������, ���������� �� ��� 90 �������� � ������ �����, � ������ ��� ������ ����������� ���������� � ������ ����� ������ ���� �����, � ����� �������, ��� ��� �� ����� ������������ ��� ����� 90 �������� � ��� ����� 45 �������� � ������ �����. �������������� ������������� ����� ���� ���������, ��� ����� � ����� ����� ����������� ������ ����� - ������� � ��� ����� ����������� - ������, ��� ��������� �������������� ����� ��������� � �������������. � ��� ����� � �������� ����. ����� �� ������ ������ ���� �����������. ������ ������������ � ������������� �� ����� ����� ������ ������� ��� ��� ������.

��� ��� ������� �������� ������ ���� ��������, � � ��� ������ � ����� ������, ��� �� ��������� ������ � ������������� ���� ��� ����� �� ������. ���� ����� ����� ���� ����� ����������� ���� �������, �� ��� �� ����� ������, ��� ���������� ���� �� ������������� �������������� �������� ����������. ������ �������������� ���������� �����, (��. ���.) �� ���� �� � ����. ������ �� ���� ������. ��� ������������ � �������������� ������ �������, ��� ��� ������ ����� � ��������� � ������ �������. � ���� ������ ��� ����� � ���, ��� �� ������ � ����������� ������ ��� ������� ����� �� ������ ����� �� �����, ����������� ������� ��������. � ����� ����������� ��� ������� �������, � ��� ������ ����������� ��������� - ������� ������ �� ���� ������� - ������� ��� ��������, ������� ������ �����.


����� �� ������� �����������, ��� ���� ��� ����������� ������ ���������� �� ����� � �������������� ������ ������ �����, ��� ���� ��� ����������� �������� ������� ����� � ������� ����� ���, ����� �������, �������� ����� � ������������ �������� � ������ ��� ����� �� �����. ����� �� �� ������ ���� ������� ������ - ��� �������� ����������� ����������. ��������� ����� ����� �� ��������, ��� ���� ���� ����������� �������� ��������� ������� ������������� ��������� ���� ����������, ����� ����� ������������ ��� ����� 90 ��������, ��� ���� �����, �� ������� � �������������� ��������� ���������. ������� ��� ������ ��������������� �� ������� ������ ��������� �� ������� �� ���������� ��� ��������� �� ��� �� �����. ��� �������� � ������������� ������� ��������� ����� �� ������, ���������� ������� �� �����, ��� ������� ���������� �� �������� ��� ����� ����� ������ �����.
������������ ������� ����� � ��� ��������� ������ �����������.
����� �� ������ �����, � ������ ������� ��� �� ���� ����� ������ ���������� �� ��� �� ����������� �� ��������� ������� - ������� ������� ����� � �� ���������� ������� ������� �� �������. ��������� ������ ��� 90 �������� � ������ ����� �������� ��� �������� �������� � ��������� ������� ������� � ������ ����, ���� ���� ������� ���������� �� ����� ������.
���� ����� ���� ���������, �� ��������� �������� � ����������� �����������.
������� ����������� �������� ���������� ������� �������������� �����, �� ����� �������� ������������ �������.
����� ������������ ���� ����� ������� � �� ������ ������ - ������ ���������� ��� ��� �� �������, � ������ �������� �� ������� - ������. ���������� �� ����� ����� �������������� ����������� ��������� �� �������� �������, � ���� ������� � ����������� ����������� ������ ���� ������ ��������� (��������� ���� ������� ����). ��� � � ������, ��� � �� ������ ����������� ����� ���� ����� ����� ������� ��� ��������� ����� � �����, � ����� ��������� ����� � ������ �����������. ����������, �� ���������. ������ ����� ������� �� ���� �������, � � �������������� ������������ � ������� ��� �������� ����� ��������� ��� ��������, �������� ������� ������������������ ����������� ����� �� � ����������� �����������. ��������, �� ��� ���� �����, � ������ �� ��� � �� ���� �� ���� ����������.

����� ����� ��� ����������� ������, ��� ���� ���������, � �������������� ������ ����� ��� ���������� ���������. � �������� ��������� �������� ������� ����� � ������� ������ � �������� �����, �.�. �������� ������ �� ����������� ������ �� ����� � ���������� ����������� ����� ����� �� ��� �����, ������, �� ��� ��������� � ������� � ������������ �����������. ���� ������� ����� ����� ������ � ����������� ��������� ������� ������ ��������, ������� �������������� ������������ ���������� �����. ������ ���������� ������ ����� ��� ���� �������, ������� �� �������� �������� � �������. �� ������ ��������� ������� � ����� 23 ��������; �������� � ����� 18 ��������; �������� � 16 � 14 ��������. ��� ���� ���������� �� ������� ������ �� - �� ��������������� ������������ ��� �������� ������������ � �������� ������ ���� �������� �� ���������� ������ ����� �� ��. (��. ������� "����� �������� ����")
�� �����, ������������ �� ����� ������� ������ �� �����, �� ����������� ��� �����.
����� ���������������� ��������� ������� ��� ���� �� �������� ������ �������� ���� �� �� �������� �� 3/4 ������ ����� �� ������������ ������ �� �������� ��������� � ������ ��, � ����� ������ ����� ���������� �������� �� 2/4 ������ ����� �� ��. � ���� ������ � ��� ������� ������� �������� ����� � ������ ������� ����� �������, � ������� �� ���������, �� �������� ������� �� ����� �������������. �� ����������� ������� ������� � ���������� ��� ����, �������� ������ ���� ������� �� ���������� � �������� ������ �� ����� ����, ������� ���������� ��� ������ � ��������� �������������.
��������, ��� ����������, �� � ��� ��� �������� ��� ������������� ������� �� ��� ������ ����� ��� � ��� ����������� ��������� ������� �� ����� � ���������� ���������, � ��� ���� �������, ������� ������� �� ���� ����, ������ � ����������� ����, �������� � ����� "��������" (���������, ��������� ����� � ����������� �������� - �������) ������ � ����������� ������. ��� ���������� ��������� ��� ����������� �������� � ������ ��� ���� �������� � ���� �� ������� �������.
���� ���������� �������� �� ���� �� ����� � �� ����� - �� ����� ������ ���� �����.
���� �������� �� ������ �������� ����� �����. � ���� ������ ������� �������� ����� � ����� ������ (������� ��������), � ������ � ����� ����� ��������, ������� ��������� ����� ����� � �������� ����� ������ - ��� �� ����������� � ������������ ��������� ��� ��������� ��������� ������. ����������� ��������� ��� ����������� ��� �������� ������ ��������� ����� �� ���������� ����������� ��� ��������� - ������� ��������� ��� ���� ���-�� � ���� ����, ��� ��������� ���������, ������ ��������������, �� ���� ����� ������� ���������� ����������� �������, ������� �������� ��� ���� �� ���������� ��� ������ ����. ���������, ���� ������ ��� ����, �� ��� ����� �����, �� ����� ���������� � ���� ������� ����������. � ��������� ������� ����� ��������� ������ ����� � ��������� ����� �����.
�� ������ ������ - ��� ������ ���������� ���, ��� ���������, ������� ���, ������� ����������.
������ ������, ������� �� ������� � ������������ ������ ��� ����� ����������� ����� ���� ������������� ������ ��� ������� ��� ������� ������� ���������. � ���� ����������� �������� 30% ������� ���� �� ������� � ������� ����������. ��� ����� ���������� �����.

��� ����� �� �������, �� ������� �� ������ ������, ����� �������� � ��� �������.
���������� ����� � ������ ����� � ����� � ������� ������������ ������� ��������� ����� ��� ���������.
��� ��������������� ���������������� ����� ����������� �����������. �������� ����� ��� ������ ����� �������� ���� ��� ������������. � ��������� ����� ������ ���, ���������� ����������� �����, ������ ������� (����) � �.�. ������ �� ����������� ������� � �������, ����� ����������� � ������� ���������. ��� ��� ��� ����������� ��������� � ������������ ������������ � ������� ������ �������� �����, ������� ���������� ��� ������.
� � ������ ����� ������� � ���� ��� ��� ��������� � � ����� � ������� ���������.
�� ����������� ������� 3 ��������, �� ������� �������� ������������ ������, ��������� ���� � ����������� ��� ��� �������.

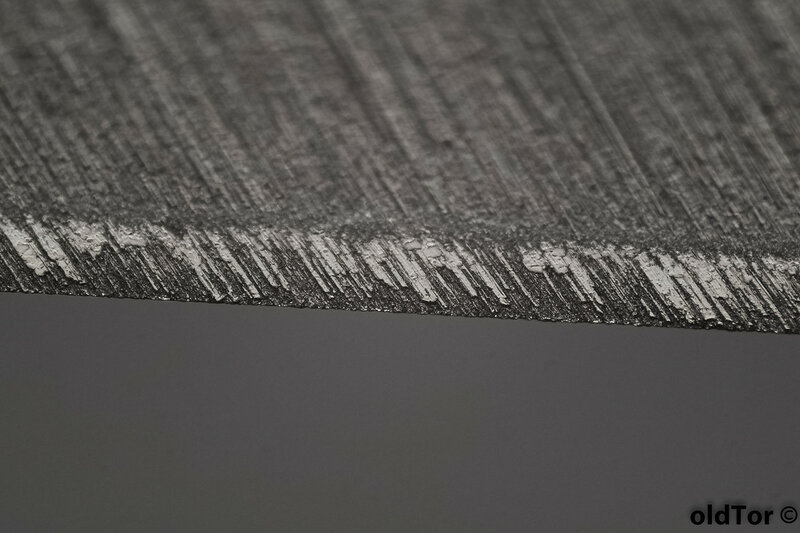
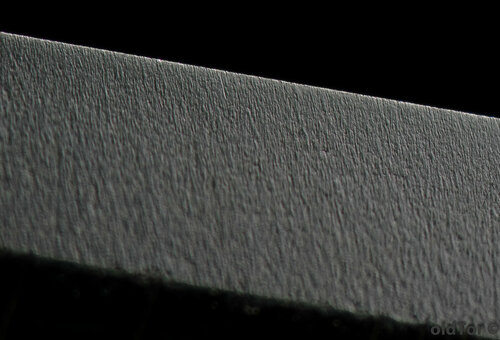
���.1 - ����������� ������ ��������������� �����; ����� ��������������� � ��; ����������� ����� �������� ��.
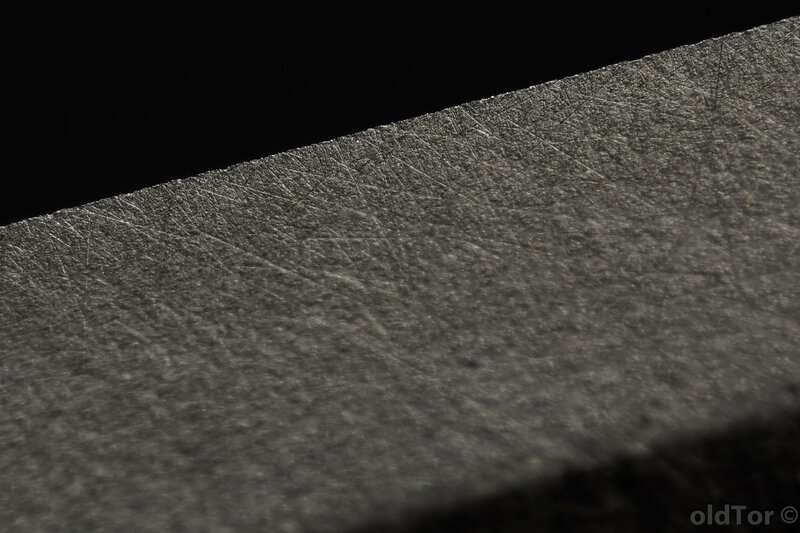
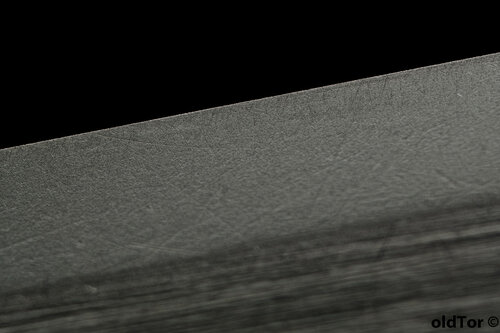
���.2 - ����������� ������ ��������������� �����; ������ ��������� ��� ����� 45 �������� ������������ ����������� � ����� 90 �������� ������������ ������; ����� ��� ����� � ��; ����������� ����� �������� ��.
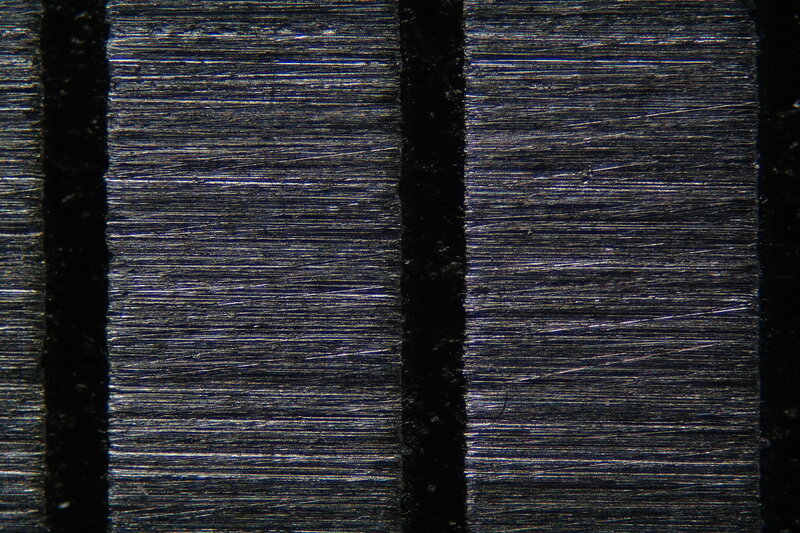
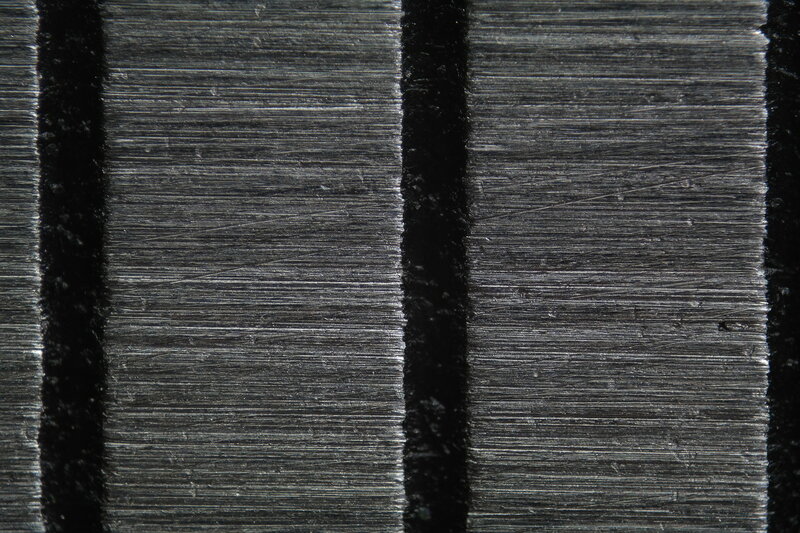
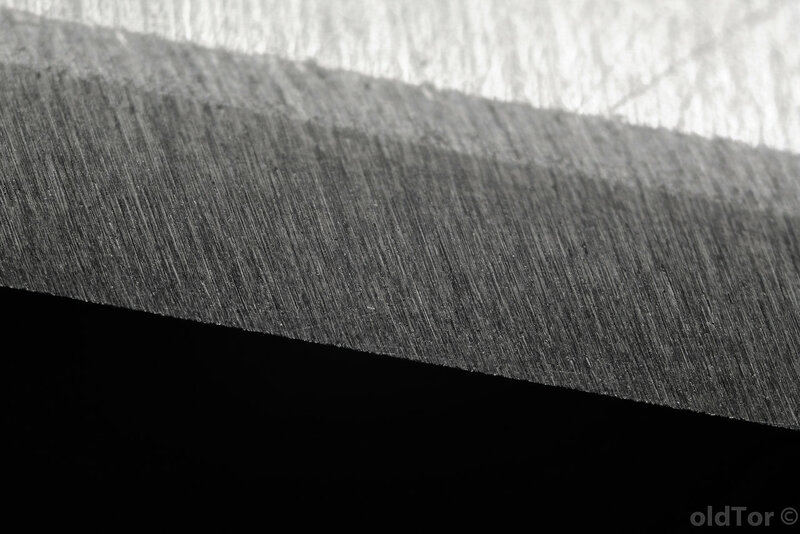
���.3 - ����������� ������ ����������� �����; ������ ��������� ��� ����� 45 �������� ������������ ����������� � ����� 90 �������� ������������ ������; ����� ��� ����� � ��; ����������� ����� �������� ��.
��������� ���������� ��������� �������� ��������� ��������� ����� �� ������, � � ��������� ���� 2-3 ���������� ����� - �������.
����� ���������� ����� ��������������, ���������� "�� �����" � "�� �����".
���������� �� ������ ����� �������.
�������� � �������� ������ �� ������ �� ( ������� ������, �������� � �.�.) ��� ��� ��� �� ������������ � ������ ���������; ������� ������������ �������� �������� ��� �����. �������� �� ������� ����� ������� ���������� � ��������� ������ ������� ������ �������� ���� ��� ������� ��� ������� �� ������ � ����� ������� � �������� ���������� ���������� � ������� ������ ������������� �������� ��� ������ � ���, � �� ����������� ��� ���������� � ����.
������ ������ �� �������� ������� � ��������� � �� ������� ���������.
���� �����, ����� ������ �� �������� ����� ���� �������� � ��������, ����� ������, � ������� ������ ������ ������, � ����� �������� � ������.
������� �������� �� ���� ��������� ������� ���������.
��������� �������� ������, �������� ������, ���������, ��� �� ��� � �� ������ ��� �� ������ �������. ��������� �������, � � ��� �������� ��������, ��� ��� ������ �������������� �������, ���� �� ��� ��� � ��� ���������� ��. ��� ������� �������� ��� �������, ����� ��� ��������. ������ ���������� ��� ����� �� ������ ������� ������� � ����, � ����� �������� ��������, ����� ������ �� �� �����, � �� �������. �� ��������� ������� � ���� �������. ��� ���, ����� ���� ����������� ��������� ������� �� ������ ����� � ���� �� �������.
� ������� �� ������ �������.
�������� �� �� ������ ������ ��������� ���� �� ���� �����������. � ����� ������� ����� ��� �������� ������������� � ��������, ��� � �������� ������������ ������ ������. ������� ������������ ����� ������ ��������� ��������������� �� ����� ���������� � ������������ ������� ������������ ��������� �� ����� ������ �� ��� ������������� ���������� ����� �� ��������. ����� ������, ������ ������� �����������, �� ��� ������, ����������� � �������������� �������� �� ����� ������������ �����, ���� ����������, ����� ��� �������. ������ ������ ������� ������� �� �������� ������������ ����� �� �� ��� ������ �� ������, ���������� ��� ���� �������� � ��������� �� ����� �����. ������� �� � �������� �� �� � ������ ������ �������.
� ����� ������ ������� ����������� ���� �������� � �, ������ ��� ������� � ���� ����� ������ � ������ ������ ��� ���������. � ������� ������ �������� ����� - ������ ���������� �� ��� ��������� � �� ���� ������ � ������� �� ������, � ������ �� ������ ������, ������ ��� �� ����� ��� �� ���������� ������� . ����������, �� �� �� �������� ������ � ����������� ������������� ����������� �� ������ ��. � �� ������ ������. �������� ��� ���������, ����� ��� � ��� ������� ����� ��������� � ��������� ����� ���������� ��� ����� 45 �������� � �����, � ������������ ������.


������� �������� ����� ���� � ��������� ����� ��������� ��������, �� ������ �����������.

����������� �������...
�� ������� ����, ������� �� ��� ���������..."
����� ��������� "������ �������� (�������� �.�.) ":� ���� ������� � ���������� ��������� ������ � ������ ����������������� �������� � �������� ����
����� 1 - ��������������� ������ ��� �������, �������� ��������. ������� ��������.
����� 2 - ������ ���� �� ��������.
����� 3 - ������������ �� ������� ������� ������. �������� ��������, "�������".
����� 4 - ����������� �������. �������� �������� �������� (�������� �.�.) 2011�.
����� 5 - ������� ��������� ��������� � ��������� �� ������ �� ��������.