Вам демократию как подать, в огне или с большой кровью?
Правила правильной техники заточки бритвы. |
Правила правильной техники заточки бритвы.
Из книги "Унифицированый учебник парикмахерского дела" 1967 года
1.
1.Движение бритвы на заточном камне выполняется режущей кромкой на зерно по диагонали заточного камня, как это показано на рисунке ниже. Это необходимо для формирования зубчиков на режущей кромке, которые очень важны для увеличения режущих свойств кромки.

2. Угол наклона бритвы по отношению к камню должен быть одинаков. Это послужит гарантией того, что зубчики на обоих сторонах бритвы будут иметь одинаковый угол.
3. Давление на бритву должно быть одинаковым при заточке как одной так и второй стороны бритвы и равномерно распределятся по всей длине режущей кромки бритвы, это будет гарантией того что подвод бритвы будет одинаково широким с обоих сторон бритвы и по всей длине режущей кромки.
4. При выполнении диагонального движения бритвы по камню нужно следить чтобы бритва лежала всей плоскостью на поверхности камня без перекосов носика бритвы или пятки вверх. Если точить с перекосами то заточка бритвы будет выполнена неравномерно и в результате вы получите загубленную режущую кромку. При заточке делайте одинаковое количество движений по камню с каждой стороны бритвы
|
Метки: заточка бритвы |
Правильная форма режущей кромки бритвы |
Описание правильной формы режущей кромки бритвы взято из Унифицированного учебника паримахерского дела изданного в США в 1967 году.
После того как ученик освоил заточку бритвы и знает правильные движения бритвы на камне, необходимо сосредоточить внимание обучающихся на методе правильной формы режущей кромки. Бритва с правильной формой режущей кромки должна иметь небольшой радиус (смотри пунктирную линию на рисунке 1), от центра режущей кромки ( точка А на рисунке 1) к спинке и носику бритвы (точки В и С на рисунке 1).

Если бритва немного вогнутая (смотри пунктирную линию на рисунке 2), то такая бритва будет брить недостаточно мягко и клиенты будут жаловаться что бритва «дерёт».
Обычно, парикмахер имеющий недостаточную квалификацию при заточке бритвы портит правильную форму режущей кромки. Стоит учесть и тот факт, что при заточке парикмахер инстинктивно оказывает давление на центральную часть клинка бритвы. И если от этой привычки не отказаться, то режущая кромка примет вогнутую форму как это показано на рисунке 2

Придать правильную форму режущей кромке и сохранять её при дальнейших переточках бритвы можно следующим способом.
Положите бритву на поверхность камня, обращая внимание на то, чтобы пятка режущей кромки лежала на поверхности камня. Сделайте четыре заточных круга оказывая лёгкое давление свободной рукой на пятку бритвы. Положите бритву на поверхность камня, обращая внимание на то, чтобы носик бритвы лежал на поверхности камня. Сделайте четыре заточных круга оказывая лёгкое давление свободной рукой на носик бритвы. Далее сделайте четыре заточных круга без давления свободной рукой.
Легко понять что режущая кромка будет больше стачиваться у носика и пятки бритвы, чем в центре и режущая кромка бритвы примет правильную форму и будет сохранятся при последующих переточках, если применять этот способ заточки.
|
Метки: клинковая бритва |
С.В. Помельцов Производство опасных и безопасных бритв |
Инженер-технолог С.В.Помельцов
Производство опасных и безопасных бритв
Государственное издательство местной промышленности РСФСР
Москва Ленинград
1939 год
ЧАСТЬ I. ОПАСНЫЕ БРИТВЫ
1. Развитие производства опасных бритв
Производство опасных бритв до 1930 г. не выходило из рамок кустарного. Отдельные кустари или мелкие кустарные объединении выпускали бритвы самых разнообразных типов и размеров из самых различных сортов ствлей. Качество таких бритв было неудовлетворительно.
Никакие исследовательские работы, на основе которых можно было бы установить технические условии на бритвы, разработать научно обоснованный технологический процесс, выработать спецификацию бритвенных сталей и устаноиить для них правильную термообработку, в тот период не велись. Для этого кустарные предприятия не имели необходимых средств, впрочем о постановке такой исследовательской работы в этой второстепенной отрасли промышленности в то время никто еще серьезно не думал.
Технологический процесс разрабатывался ошупью и на этой почве процветало секретничество. Как только тому или иному кустарю удавалось выпустить бритву удовлетворительного качества, весь технологический процесс и в особенности термообработка её превращались в секрет отдельных лиц, которые чрезвычайно ревниво оберегали его. Надо сказать, что подлинная ценность этих производственных секретов была очень низкаа, и как только в производство попадала сталь хотя бы с небольшими отклонениями от стандартных качеств, секретный способ производства уже не давал нужных результатов и требовались многочисленные опыты, чтобы изменить этот способ, добиться опять удовлетворительного качества бритвы.
Совершенно не удивительна та пестрота качеств опасных бритв, которая при таких условиях наблюдалась на практике.
Все эти производственные секреты сейчас открыты. Государстаеииые предприятия имеют теперь в своем распоряжении микроскопы, точные измерительные инструменты, химические лаборатории. Под производство опасных бритв подведена научно-исследовательская база. Но этот путь государственная промышленность встала с первых же дней освоения производства бритв.
При разработке научно обоснованного технологического процесса производства высококачественных опасных бритв нельзя было использовать многолетний опыт работы иностранных фирм по производству бритв, так как они тоже засекречивали свои способы производства, и в иностранной литературе почти никаких материалов по этому вопросу не имеется.
Около года продолжались работы Ленинградского института металлов и свыше года работа Московского института стали им. Сталина по исследованию свойств клинков бритв как заграничного, так и отечественного производства, причем подверглись изучению не только вопросы влияния различных составов сталей на качество изделий, но также вопросы термической и механической обработки лезвий. В результате этой работы и использования того, что удалось почерпнуть в иностранной литературе, мы в настоящий момент располагаем достаточными данными для того, чтобы правильно решить проблему выработки высококачественных опасных брктв при различных составах сталей.
2 Работа бритвы и ее устойчивость
Бритва, как режущий инструмент, работает в чрезвычайно специфических условиях. По данным Кайзера, поверхность лица, подвергаемая бритью, составляет около 250 кв.см. Считая, что при нормальной густоте растительности на 1 кв.см. кожи человека помечается около 100 волосков получаем, что на выбриваемой поверхности лица имеется около 25000 волосков.
Бритьё лица большей частью производится в два приема. И чтобы получить чистую поверхность кожи и в отдельных местах лица бритвой проходят по несколько раз Поетому следует считать, что при каждом бритье бритва срезает минимум 50000 волосков.
Человеческий волос представляет собой роговое вещество; средняя толщина волоса равна 0,1 мм. Таким образом общая площадь всех срезаемых во время бритья волосков равняется площади сечения плотного рога диаметром от 16 до 20 мм Понятно, что эта работа резания рогового веществ является очень большой нагруакой для столь тонкого инструмента как бритва.
Основные требования потребителя к хорошей бритве заключаются в следующем:
1) она должна быть устойчива во время продолжительной работы;
2) она должна быстро правиться в случае затупления.
Чтобы точно судить о качестве какого-либо изделия, следует производить наблюдения за его работой в наиболее тяжелых условиях. Отсюда понятно. что эксплуатационные качества бритвы наиболее рационально определять в условиях парикмахерских. Элементарный сравнительный подсчет работы, производимой в условиях индивидуального пользования и в условиях работы в парикмахерских, показывает, насколько быстрее можно определить качество бритвы во втором случае.
Считая, что в среднем потребитель бреется через день, имеем, что бритва используется около 180 раз в году, в парикмахерской же у мастера, который свободно может пропустить и день 35—40 человек, эта бритва ту же работу выполняет максимум в 5 дней. Принимая во внимание, что в парикмахерских производится также бритье головы, а при индивидуальном пользовании это делается очень редко, следует признать, что очень непродолжительный срок нужен для того, чтобы определить качество бритты при испытании ёе в условиях парикмахерской.
На первый взгляд кажется необходимым изготовлять бритвы высокой твердости и устойчивости, способные выполнить тяжелую и ответственную работу. Однако, не касаясь еще вопроса о трудности изготовлении таких бритв, нужно указать, что здесь перед мастером-парикмахером сразу же возникает вопрос, сколько времени нужно потратить на правку подобной бритвы, когда она затупилась и к работе не пригодна.
Дело в том, что для приведения крепко закаленных я устойчиаых бритв в работоспособное состояние заточкой вручную на оселках, требуется очень много времени. Поэтожу часто затрата времени на заточку такой бритвы не оправдывается, и многие парикмахеры предпочитают иметь менее жесткую бритву, которая зато быстро может быть приведена в работоспособное состояние.
Долгое время в работе использовались бритвы двух основных типов- очень жесткне и несколько менее жесткие, для подготовки к работе бритв обоих типов требовалась заточка их на оселках.
В последние годы появились бритвы, обладающие совершенно иными качествами. Эти бритвы настолько мягки, что после одной, двух операций бритья они тупятся, но зато обладают прекрасной способностью очень легко восстанавливать свою первоначальную остроту после несколькнх движений по ремню натертом точильной пастой. Мастера парикмахеры, работающие бритвами этого выпуска, не имеют нужды приготовлять по вечерам после работы своей инструмент. Они правят бритву перед каждым бритьем; она очень легко затачивается, и работа ею очень легка и продуктивна.
3. Типы бритв
Таким образом в настоящий момент имеются бритвы трех основных типов:
1) очень жесткие, устойчивые.
2) достаточно устойчивые и поддающиеся довольно легко правке и заточке.
3) мягкие, могущие работать только с применением для их заточки точильной пасты вместо оселков
Теперь необходимо выяснить экономические и технические предпосылки, которые обусловливают выпуск бритв различных типов.
Для производства бритв первого типа, очень жестких и устойчивых, требуется применение высококачественных легированных сталей, обработка которых сопряжена с значительными трудностями, что приводит к большому проценту брака на многих переходах технологического процесса. Это, конечно, вызывает повышение себестоимости продукции. Кроме того эти бритвы очень хрупки и требуют весьма внимательного ухода за собой. Особенно же неприятно то обстоятельство, что когда такую бритву после долгого употребления приходится давать в переточку перед окончательной правкой, то неопытный точильщик может очень легко испортить ее.
Такие бритвы, относящиеся к типу .люкс, очень дороги и редко используются при тяжелой работе в парикмахерских.
Решая вопрос о выпуске массовой доброкачественной и приемлемой по цене бритвы, приходится делать выбор между бритвами двух других типов, т. е. между типом бритвы, достаточно устойчивой, хотя и более трудно затачиваемой, и типом бритвы совершенно мягкой, заточка которой производится на ремне с пастой. Себестоимость бритвы второго типа несколько выше себестоимости бритвы третьего типа, т. е. совершенно мягкой, но учитывая незнакомство широких кругов потребителей с качеством мягкой бритвы, необходимость обязательно иметь пасту для заточки, без которой эта бритва превращается в кусок мягкого железа, следует признать справедливым, что в первую очередь должно быть освоено производство бритв второго типа.
Бритвы вторго типа могут с успехом изготовляться из многих сталей отечественного производства, и продукция этого типа будет иметь твёрдый спрос на рынке; в мировом производстве бритв, бритвы второго типа также занимают доминирующее положение.
4. Формы бритв
На мировом рынке встречается огромное количество различных форм опасных бритв. Это большое разнообразие форм объясняется не насущной необходимостью, а подделыванием

рис 1 Образцы бритв различной ширины.
под вкусы потребителей и конкуренцией между различными фирмами.
Однако необходимо признать, что некоторые формы удобны для проведення определенных операций. Например, бритье головы удобно производить бритвой большой и широкой в форме "лопаты", в то время как для удаления мозолей более пригодна маленькая узкая бритва, именуемая "змейкой".
Между процессами производства этих разнообразных по внешнему очертанию бритв почти нет различия. Поэтому форма опасной бритвы не играет решающей роли при назначении операций обработки изделия.
Различия между бритвами разных типов определяются
а) шириной полотна брнтны
б) длиной бритвы,
в) формой выточки полотна бритвы
г) общей конфигурацией полотна
Вопрос о ручке, не имеющий прямого отношения к технологическому процессу производства лезвия пока не затрагивается. Различия между бритвами разных типов определяются.
Ширина полотна бритвы. Это наиболее важный для стандартного выпуска бритвы размер.
Если рассмотреть основную массу бритв, заграничных и отечественных образцов, то на детальных замеров можно

Рис 2 Формы выточки бритв
получить следующие данные, характеризующие бритвы по ширине полотна (рис. 1).
Длина полотма бритвы. По длине полотна бритвы мало отличаются друг от друга. Если не считать случайных резких отклонений в размерах бритв специального назначения, длина полотна нормальной бритвы колеблется в пределах от 65 до 85 мм.
Форма и размеры хвостика почти у всех бритв одинаковы. Расстояние от конца хвостика до центра отверстия в нем, в которое входит заклепка, соединяющая клинок бритвы с ручкой, колеблется в пределах от 24 до 30 им.
Форма выточки полотна, иначе говоря, форма поперечного сечения полотна бритвы является одним из главных и наиболее характерных показателей, по которому можно судить о качестве бритвы.
По данным известной германской фирмы „Близнецы" в Золингене, выточка полотна опасной бритвы может иметь 14 различных основных форм, соответственно чему бритвы раз- биваются на 14 классов. Из рассмотрения рис. 2 видно, как от грубой формы 1 (простой клин), выточка изменяется все больше, и форма 14 соответствует почти пределу тонкости рабочего полотна бритвы.
Форма 1 выточки является самой несовершенной, так как для заточки бритвы такой формы необходимо стачивать нею боковую поверхность ее, чтобы сохранить правильный угол резания, равный 12—14 градусам.
Если же производить заточку только одного жала бритвы, то изменяется угол резания, что резко ухудшает бреющие качества бритты (рис. 3. 1 и 2).
Все бритвы с формой поперечного сечения, имеющей очертания по вогнутым кривым, допускают заточку и правку бритв наиболее совершенным и легким способом (рис. 1-3).
Это получается благодаря тому, что при заточке бритвы этой формы стачивается только жало лезвия и грань обушка, вся же боковая поверхность полотна бритвы остается неизменной.
Из практики известно, что при многократных заточках стачивание рабочего конца бритвы, его жала, идет быстрее, чем стачивание обушка, вследствие чего угол резания бритвы немного меняется, но практически на бреющую способность бритвы это влияния не оказывает.
Понятно, что формы 12, 13, 14 (рис 2) выточки полотна бритты при заботливом и внимательном отношении к последней гарантируют хорошие бреющие качества ее вплоть до окончательного срабатывания. Но создать выточки таких форм можно только при наличии высококачественных сталей и весьма тщательной термической и механической обработки полотна.
Даже небольшая небрежность в работе при изготовлениим бритв этого высокого класса ведет к тону, что происходит коробление полотна бритвы, и вся затраченная работа может
пропасть, так как искривленную бритву ни заточить, ни на-править как следует, невозможно

РИС. 3
1-Заточка бритвы в форме клина
2-Увеличение угла резания при заточке бритвы в форме клина
3- Заточка бритвы рациональной формы
5. Общая конфигурация бритвы
Названия отдельных частей опасной бритвы приведены на рис. 4.
Общая конфигурация спинки, или обушка, бритвы существенного значения в процессе производства бритвы не имеет и зависит только от конфигурации или формы режущего края бритвы. Поэтому, как было указано выше, разнообразие форм бритв явилось следствием не каких-либо теоретических расчетов, а поисков формы, наиболее удовлетворяющей требованиям рынка.
Наиболее удобной все-таки приходится признать форму бритвы, у которой головка выполнена под прямым или острым углом к спинке.
Многочисленные замеры ходовых сортов опасных английских бритв фирмы «Шеффильд" германских фирмы „Близнецы"

Золинген шведской фирмы „Энгстром" и др. показывают, что наибольшим распространением пользуются бритвы с прямой головкой. Знаменитые „толедские" клинки имеют слегка изогнутую спинку, и головка клинка составила со спинкой угол в 70 градусов. Эти клинки были чрезвычайно удобны в работе и благодаря наличию острого угла между головкой и спинкой позволяли производить любые операции бритья волос.
Полукруглая форма головки которую довольно часто имеют опасные бритвы, выпускаемые на рынок, не может быть признана совершенной.
6. Определение остроты бритвы
Качественность бритвы характеризуется двумя основными показателями: 1) остротой и 2) выносливостью, или стойкостью, бритвы во время работы.
Известно, что можно легко получить очень острое режущее жало у самой мягкой бритвы, но эта бритва длительно работать хорошо не может так как из-за мягкости ее режущей кромки она во время работы быстро тупится; под микроскопом видно. что жало острия бритвы во время бритья загибается.
Поэтому такого сорта бритвы, хотя и могут выдерживать самые строгие испытания при первоначальном измерении остроты но из-за мягкости они не могут быть признаны качественными. У чрезмерно жесткой бритвы много труднее получить острое режущее жало, но и этого сорта бритва не может хорошо работать, так как жало ее быстро разрушается во время бритья из-за своей хрупкости. Микроскопические исследования показывают наличие выкрашивания жала такой бритвы, и особенности при бритье жестких волос.
Только комплексное разрешение вопросов остроты бритвы и устойчивости ее во время работы может дать высококачественную продукцию.
Каких-либо точных, объективных, научно обоснованных способов определения остроты бритвы и стойкости ее мы до сих пор еще не имеем.
До последнего времени наиболее распространенным прибором для определения первоначальной остроты бритвы и устойчивости ёе режущей кромки являлся прибор японского исследователя холодного оружия Хонда.
Основной принцип испытания остроты бритвы на приборе Хонда заключается в том, что бритва, закрепленная в аппарате, при постоянном давлении на нес с силой равной 1,5 кг разрезает стопку стандартных бумажных полосок.
Первоначальная острота бритвы характеризуется числом, равным числу стандартных бумажных полосок прорезанных за одно её движение, т. е. движение под нагрузкой вперед и назад с общей длиной пути в 4 см.
Стойкость же режущей кромки бритвы определяется количеством резов, которые выдерживает бритва до снижения ее первоначальной остроты на 50 процентов.
Необходимо отметить, что результаты испытания бритвы на аппарате Хонда не могут быть решающими для характеристики бреющих качеств клинка бритвы. Дело в том, что условия работы острия бритвы и влияние угла ее заострения на процесс бритья волоса совершенно не похожи на условия работы клинка при резании стопки стандартных листов бумаги из-за влияния заклинивания лезвия бритвы во втором случае. Испытание относительной остроты бритв и их стойкости на аппаратах типа Хонда может только тогда иметь известную ценность, когда всестороннему предварительному испытанию будут подвергнуты клинки бритв, могущих служить эталонами.
Испытание бритв на аппаратах типа Хонда может быть применено, только и порядке выборочного контроля, так как бритва прошедшая такого рода испытание, обязательно тупится и без заточки и правки не может быть выпущена на рынок. Если это положение может быть еще терпимо при производстве опасных бритв, то при производстве лезвии безопасных бритв все испытанные этим способом лезвия должны идти в окончательный брак ввиду того, что при переточке ширина лезвий уменьшается, и они будучи вставлены в нормальный аппарат безопасной бритвы, могут оказаться не работоспособным.
Равным образом и предложенные Вудвортом испытания остроты бритв, основанные на принципе разрезания стандартизованной фибры, также не могут быть приняты вследствие того, что после испытания бритва тупится.
Поэтому ряд исследователей пошел по пути изыскания таких способов определения остроты бритв, которые не портили бы последних.
Испытания остроты бритв по способу проф. Тунберга основанные на разрезании стандартной нити определенной крепости, не дали положительных результатов. Помимо того, что метод проф. Тунберга очень кропотлив, он даст показание остроты бритвы только для отдельных точек лезвия, полной же проверки всей режущей кромки клинка этот способ обеспечить не может. Неудивительно, что некоторые бритвы хорошо разрезавшие нить на аппарате, при практическом испытании не могли удовлетворительно брить.
Наиболее распространенным практическим методом испытания остроты бритвы считается проба на срезание свободно висящего человеческого волоса.
Испытание производится следующим образом. Человеческий волос зажимается в пальцах руки с таким расчетом,чтобы он высовывался на длину 30—40 мм; затем легким нажатием испытуемой бритвой на расстоянии 10 мм от места зажатия волос срезают. Если бритва хорошо выточена и направлена, то любым местом лезвия бритвы волос может быть легко срезан. Практически на производстве проверяют лезвие бритвы описанным способом во многих местахи в случае получения удовлетворительного результата считают ее годной. *
Для этого испытания используют женские волосы, предпочтительно волосы блондинок, ввиду большей их тонкости и мягкости по сравнению с мужскими волосами.
Волосы, предназначенные для испытания, обязательно освобождаются мытьем от покрывающей их жировой смазки,так как в противном случае бритва, даже очень хорошо направленная и острая, только скользит по волосу, не разрезая его.
Как видно из сказанного выше, способы, применяемые для испытания остроты бритв, не являются абсолютно точными и объективными, так как слишком много факторов вносят неопределейность в результаты испытания, например: толщина различных волос, их относительная плотность, скорость движения лезвия бритвы во время срезания, направление плоскости среза волоса, угол, под которым направлена бритва относительно волоса и момент срезания и т.д.
Поэтому в последние годы техническая мысль ищет более совершенных и объективных методов определения остроты бритв. Эти методы должны обеспечить:
1) проверку остроты всей режущей кромки бритвы, а не только отдельных её точек;
2) проведение испытания без прикосновения к острию, чтобы сохранить остроту бритвы в первоначальном состоянии.
Понятно, что при соблюдении указанных условий испытания степень остроты бритвы может быть выражена только как функция тех параметров измерения, которые легли в основу данного метода испытания.
Примером такого способа измерения является способ Петерса. Из физики известно, что истечение статического электричества с какого-либо заряженного тела происходит наиболее интенсивно с самых острой концов или граней этого тела. Поэтому если наэлектризовать бритву, то истечение электричества будет происходить главным образом с режущей кромки её (жала). Интенсивность истечения электричества будет резко меняться в зависимости от остроты различных мест жала, что дает возможность определить степень остроты любого места жала, полностью сохраняя первоначальную остроту бритвы. Этот способ испытании остроты бритвы может считаться объективным, и выбор при испытании одних и тех же параметров измерения в результате даст сравнимые показатели степеней остроты жала клинков различных бритв.
Но так как определение степени интенсивности истечения электричества с острия жала бритвы занимает довольно много времени, то этот способ в повседневной заводской работе не получил распространения и пока носит лабораторный характер.
Настойчивая работа исследователей остроты бритв привела к нахождению оптического способа определения остроты жала клинка бритвы. Этот способ измерения оказался наиболее эффективным, и им преимущественно пользуются на заводах, производящих в массовом порядке лезвия к безопасным бритвам.
Сущность оптического способа определения остроты жала бритвы состоит том, что прямо на острие лезвия бритвы направляется концентрированный луч света. При этом наблюдается следующее интересное оптическое явление: хорошо выточенное жало лезвия бритвы как бы рассекает пучки луча света и самого жала бритвы не видно. Если же в каком-либо месте жало бритвы недостаточно остро, то сразу можно видеть блестящие тонкие линии, причина возникновения которых лежит в том. что лучи света отражаются от какой-то площадки. имеющейся на жале лезвия.
Всякая даже очень маленькая зазубрина иа жале бритвы при оптическом методе контроля качества заточки характеризуется появлением на ней при освещении яркой звездочки.
Соответствующее техническое оформление аппаратуры, обеспечивающее усиление эффекта освещении жала бритвы пучком лучей света, дает достаточно быстрый и надежный способ контроля качества изделий.
Понятно, что при этом способе определенния степени остроты бритвы никакого ухудшения фактической её остроты не происходит, и степень точности контроля может измениться.
7. Стали для бритв
Работы, произведенные нашими советскими научно-исследовательскими институтами и данные иностранной литературы показывают, что для производства бритв необходимо иметь высококачественную легированную сталь.
Насколько велико внимание, уделяемое подбору подходящих сортов стали для бритв, видно из обзора в журнале "Айрон Грейд Ренью", в котором указано, что высококачественные германские бритвы изготовляются из английской шеффильдской стали, которая в свою очередь перерабатывается из высококачественного чугуна, импортируемого в Англию на Швеции и Норвегии.
Пригодность стали для проиаводства бритв характеризуется двумя основными факторами:
а) химическим анализом стали.
б) структурой стали.
Химический состав сталей
В отношении химического состава стали, применяемые для производства бритв, могут быть разбиты на три категории:
1. Заэнтектоидная углеродистая сталь с содержанием углерода от 1,1 до 1,4 % (данные Деш и Робертс и др.)
2. Сталь легированная карбидообразующими элементами (хром, молибден, вольфрам) с содержанием этих элементов от 0,5 до 1 % при содержании углерода от 0,9 до 1,3% (данные Смирнова).
3.Нержавеющая хромистая сталь ледебуритного класса, содержащая углероде от 0,7 до 1,1% и хрома от 13,8 до 14.5% (данные Цилера).
Сталь, применяемая для проивоодства бритв, должна содержать серы и фосфора только следы, марганца 0,3—0.4 % кремния 0.15—0,2%. '
Из многократных исследований остроты и выносливости клинков, изготовленных из углеродистой стали, выяснилось, что лучшие показатели имеют бритвы, изготовленные из стали с содержанием углерода 1,1—1,3%. Бритвы с содержанием углерода в 1,5 % оказались слишком хрупкими.
Исследование клинков из сталей, легированных хромом, молибденом и т. д., показали, что введение в сталь этих
Таблица 1
|
Сорта сталей |
Первоначальная острота |
Выносливость клинка |
|
Стали углеродистые |
|
|
|
Углерода 0,5 % |
58 |
9 |
|
0,9 % |
102 |
12 |
|
1,1 % |
122 |
11 |
|
1.3 % |
127 |
13 |
|
1,9 % |
95 |
20 |
|
Стали легированные |
|
|
|
Углерода |
108 |
26 |
|
Ванадия |
||
|
Углерода |
115 |
24 |
|
Хрома |
||
|
Улерода |
114 |
24 |
|
Молибдена |
||
|
Сталь нержавеющая |
- |
15 |
|
Углерода 1.35% |
|
|
|
Хрома 12% |
|
|
|
Молибдена 1% |
|
|
|
Кобальта 1,1% |
|
|
элементов повышает первоначальную остроту бритвы и примерно в двое увеличивает стойкость режущей кромки, по сравнению со стойкостью бритв, изготовленных из обыкновееной углеродистой стали.
Полными данными о работе нержавеющих бритв, изготовленных из хромистой стали, мы пока не располагаем, но по указаниям Кайзера клипки из стали состава: углерода 1.35 %,
кремния 0,8%, хрома 12%. молибдена 1% и кобальта 1,1% работали довольно хорошо.
В работе исследователей Катаро, Хонда и Катакази, реферированной Смирновым, приводятся следующие сравнительные данные о влиянии содержании в стали углерода и других компонентов, на остроту и выносливость бритв, испытанных на приборе Хонда (табл. 1).
Для полного выяснения химических составов сталей,которые употребляются различными заграничными фирмами для производства бритв, были взявты девять импортных бритв различных марок.
Анализ показал следующий химический состав сталей
Таблица 2
|
Фирма |
Химический состав |
|||
|
С |
Ма |
Сr |
Мо |
|
|
Генкель Близнецы Золинген |
1,46 |
0,103 |
0,53 |
0,0018 |
|
Герб Ланг |
1,37 |
0,490 |
0,59 |
0,0018 |
|
Эрн |
1,16 |
0,440 |
- |
0,003 |
|
Бисмарк |
1,22 |
0,11 |
- |
0,0017 |
|
Палерой Париж |
1,24 |
0,38 |
- |
0,0015 |
|
Энгентон Швеция |
|
|
|
|
|
Бротерс Лондон |
1,32 |
0,36 |
2,77 |
0,0052 |
|
Бест Сильвер стил Лондон |
1,45 |
0,500 |
0,39 |
0,0026 |
|
Пирсон Шеффильд |
1,36 |
0,120 |
0,60 |
0,0016 |
Химический анализ показывает, что все заграничные бритвы делают, из заэвтиктоидной стали, содержащей углерод в пределах 1,16—1,46%. В качестве специальной легирующей присадки примешается только хром.
При атом английские фирмы вводят хром как в небольших количествах (0,6%), так и в более значительных (2,77%). Немецкие фирмы применяют нелегированную углеродистую сталь или также делают присадку к ней небольшого количества хрома порядка 0,5%.
Присадка хрома в количестве 0,5 % обязательно встречается в хороших шведских бритвах. Французские бритвы частью изготовляются более мягкими из углеродистой стали.
Химические анализы клинков, изготовленных на различных по химическому составу сталей, сопоставленные с результатами практических наблюдений за качеством их работы, дают основания считать, что наиболее пригодной для производства клинков опасных бритв является сталь следующего химического состава:
Углерод 1,20-1,35 %
Хром 0,50-0,80 %
Марганец 0,25-0,3 %
Кремний 0,16-0,20 %
Сера следы
Фрсфор следы
Из советских сталей наиболее подходящей по химическому составу для производства бритв является в настоящее время сталь ЭХ05 (ОСТ 4958).
Химический состав этой стали следующий:
Углерод 1,25-1,40 %
Хром 0,40-0,60 %
Марганец 0,20-0,35 %
Кремний 0,2-0,35 %
Сера 0,03%
Фрсфор 0,03%
Микроструктура сталей
При производстве клинков опасных бритв следует твердо помнить, что если сталь, идущая на изготовление бритв по структуре определенным образом не подготовлена то из это стали, как бы хорош ни был ее химический состав хорошую бритву получить невозможно.
Многочисленные опыты производства бритв из сталей одного и того же химического состава, но с различной структурной подготовкой, показывают, что микроструктура бритв является решающим фактором в деле получения хорошего клннка. Полотно хорошей закаленной бритвы из заэвтидноидной стала должно состоять из мартенситовой основы с равномерно расположенными в ней мелкими зернами цементита.
Исследователи Деш и Робертс со всей категоричностью заявляют, что структура стали получающаяся я результате операций прокатки и последующего отжига, оказывает решающее влияние на качество клинков. Качество клинка определяется исходным распределением зёрен цементита, и на это распределение зерен мало влияет даже процесс закалки

Рис 5
1-Структура высококачественной бритвы
А-режущая кромка новой бритвы
Б-режущая кромка изношенной бритвы
В-равномерно распределённое в структуре стали зерно цементита
2- структура недоброкачественной бритвы
А-режущая кромка новой бритвы
Б-режущая кромка изношенной бритвы
В- неодинаковове по величине и неравномерно распределённое зерно цементита
Бритвы, у которых структура закаленного полотна имела неодинаковые по величнне и неравномерно расположенные зерна цементита, показали очень низкое качество в работе. Направленные для бритья клинки, даже после очень непродолжительной работы неравномерно снашивались по длине режущей кромки, и результате чего бритвы начинали «драть".
Это подтверждает что, как отмечено выше, хороший клинок должен иметь равные, равномерно расположенные в основной массе мартенсита зерна цементита. Режущая кромка такой бритвы после работы должна принять вид, изображенный на рис. 5.1.
Режущая кромка клинка имеющего неодинаковые и неравномерно расположенные зерна цементита, после работы принимает вид, изображенным на рис 5, 2.
Учитывая желательность получения в закаленной бритве структуры мелкого глобулярного цементита необходимо и исходном материале подготовить и иметь перед закалкой бритвы структуру зернистого перлита, содержащего мелкие зёрна заэнтектоидного цементита.
Клинок с наличием в микроструктуре цементоидной сетки следует считать браком. Появление такой сетки является результатом неправильного технологического процесса производства бритвы. Некоторые иностранные исследователи, как, например, Курран и Кайзер, не считают возможным установить норму хорошей микроструктуры, так как иногда клинки с различной микроструктурой, вплоть до наличия цементмтвой сетки работают удовлетворительно. Обьяснеиие удовлетворительной работы отдельных клинков бритв с наличием цементоидной сетки надо искать в удачной форме выточки полотна и хорошей напранке жала бритвы. Однако, как правило, бритвы с цементоидной сеткой работают неудовлетворительно.
8 Технологический процесс производства бритвы
На производство бритв идет полосовая сталь имеющая поперечное сечение в виде трапеции с нижним основанием в 6 мм, верхним в 3 мм и высотой в 13 мм. Профиль этой полосы наиболее близко подходит к профилю бритвы, что даст возможность сократить удельные расходы при многих технологических операциях.
Можно также изготовлять бритвы и из полосоной стали прямоугольного сечения размерами 6X10 мм и даже круглого сечения с диаметром 8,5 мм.
Следует отметить, что в этих случаях удельный расход металла на производство бритвы больше, чем в случае применения стали трапецеидального сечения вследствие увеличения размеров облоя при штамповке. Поперечное сечение прутка должно иметь в зависимости от профиля заготовки от 52 до 60 кв мм.
1-я операция. Рубка заготовки
Заготовка по длине делится на несколько штук бритв. Учитывая скорость остывания прутка во время штамповки болванок бритв, а также условия нагрева заготовок, следует заготовку делить не больше чем на 6 бритв.
Рубка полосы на заготовки может производиться на эксцентриковом пресе мощностью около 5 т.
2 операция. Штамповка болванки
Штамповку болванки для бритвы надлежит производить в штампах на падающем молоте, Производить штамповку бритв на прессах не рекомендуется ввиду медленности процесса деформации металла. Дело в том, что из-за малых поперечных размеров болванки поковка быстро охлаждается, охлажденный материал не может свободно течь и хорошо заполнять форму штампа. Поэтому хорошую болванку при работе на прессе получить не удается.
Продолжительность же процесса штамповки болванки на падающем молоте настолько мала (доли секунды), что металл не успевает охладиться, благодаря чему форма штампа хорошо заполняется металлом. В результате получается болванка точных размеров, с весьма тонким облоем, а это приводит к сильному сокращению последующих механических операций. На рис. 5 показана отштампованная болванка для бритвы.
Чрезвычайно важным фактором, обеспечивающим правильность проведения штамповки болванки, является установление правильной температуры нагрева прутка.
Стремление производить штамповку бритвы при более высоких температурах объясняется тем, что с повышением температуры сопротивление стали деформации очень резко уменьшается, а это дает возможность производить операцию штамповки бритвы на менее мощном оборудовании. Поданным проф. Кодрон ("Горячая обработка металлов"), сопротивление стали деформации изменяется следующим образом в записимости от температуры нагрева:
Температура деформации С 0 500 600 700 800 1000 1200 1400
Сопртивлении деформации 50 44 44 36 28 18 8 0
кг\кв см
Из практики производства бритв известно, что качество бритв, на изготовленных из стали, нагретой до слишком высокой температуры, очень низко. Поэтому необходимо было опытный путем определить наивысшую допустимую температуру нагрева заготовок, которая при минимальном сопротивлении деформации обеспечивала бы получение хорошей микроструктуры.
Штамповка бритв, проведенная Институтом стали им. Сталина из стали ЭХ0-5. показала, что для получении наилучших результатов как по микроструктуре, так и в отношении количества брака температура нагрева заготовок под штамповку не должка превышать 800—820 градусов .
По мере повышения температуры величина зерна в стали резко увеличивается, а начиная с температуры 875 градусов микроструктура ее резко ухудшается, и при температуре 900 и выше начинается образование цементитной сетки. Так как последняя, а также крупное зерно в стали, полученное в результате перегрева заготовок перед штампонвой, не могут быть полностью устранены при последующих операциях отжига и закалки, то нагрев стали перед штамповкой свыше 820 недопустим.
Теоретический расчет и практические испытания ковки болванки бритвы показывают, что вес бабы падающего молота не должен быть меньше 750 кг, а высота подъема молота должна составлять около 2,5 м.
3-й операция. Сферодизация болванок
Сферодизация болванок (длительный отжиг при низкой температуре) преследует две цели:
а) подготовку структуры стали к закалке, т. е. образование зернистого перлита с глобулизацией зерен избыточного цементита;
б) устранение внутренних напряжений, дающее возможность обрезать и править болванки в холодном состоянии, что гарантирует от появлений в бритве трещин после закалки.
Температура сферодизации для стали марки ЭХ0-5 составляет 710— 730 градусов выдержка после прогрева 5 часов.
В случае посадки в печь большой партии болванок необходимо поднять первоначальную температуру печи при ее загрузке до 750 градусов.
4 операция. Обрезка облоя
Облой обрезается вхолодную на эксцентриковом прессе мощностью около 50 т. Для увеличения стойкости обрезного штампа можно рекомендовать введение операции снятия окалины с болванок, прошедших отжиг.

Рис 6 Штампованая болванка и облой
|
|
Помельцов С.В. Производдство опасных и безопасных бритв часть 2 |
5 операция. Галтовка болванок
Операции галтовки предназначена для снятия заусенцев, которые образуются после обрезки облоя.
6 операция. Правка болванок
После штамповки и обрезки облоя болванка бритвы очень часто выходит искривленной. Перед дальнейшей обработкой болванки ее необходимо выправить.
Правка болванки производится в горячем состоянии. Эту операцию можно производить на тех же падающих молотах, на которых производилась горячая штамповка, но сила удара молота должна быть уменьшена.
Этой операцией технологический процесс производства болванки заканчивается и она поступает в цех механической обработки, где бритва проходит ряд операций грубой обдирки для подготовки ее к закалке и отпуску. Порядок обдирочных операций зависит главным образом от того, что принимается за базу и какой назначается процесс термической обработки клинка бритвы. -
В практике заводов, производящих опасные брнтны, довольно часто принимается описанный ниже порядок основных операций механической обработки.
7-я операция. Сверление отверстия под заклепку ручки
Сверление в хвостике бритвы отверстия под заклепку для ручки, производится на маленьком сверлильном станке, сверлом диаметром в 2,5 мм.
8-я операция. Обдирка болванок
При изготовлении опасных бритв встречаются два основных варианта последовательности операций шлифовки, которые придают основную форму клинку и подготовляют его к окончательным операциям полировки и правки.
По первому варианту болванка бритвы направляется в термическую операцию сейчас же после сверления отверстия под заклепку ручки. Таким образом только после закалки и отпуска болванку начинают шлифовать и придавать ей форму готового клинка бритвы, т. е. все шлифовальные операции ведутся на закаленном материале.
По второму варианту основные обдирочные операции производятся до закалки и отпуска клинков, результатом чего является снижение расходов на обдирочные работы и уменьшение опасности порчи клинков под влиянием местного нагрева при шлифовке.
Из-за трудности обработки закаленной стали расход шлифовальных камней, рабочей силы и энергии при обработке по первому варианту становится очень большим. Кроме того длительная обработка закаленной бритвы шлифовкой нередко приводит к порче изделия на какой-либо из операций.
Дело в том, что теплота, выделяемая при шлифовке и полировке, может вызвать местный нагрев полотна бритвы, в результате чего последняя получит дополнительный отпуск, твердость в этом месте понизится, и режущая кромка потеряет устойчивость. Понятно, что бритва, у которой твердость отдельных мест режущей кромки имеет резкие отклонения от нормальной, должна считаться браком.
Необходимость производства клинка по этому варианту вызывается тем, что закалка окончательно оформленного клинка представляет большие трудности очень трудно избежать закалочных трещин вследствие резкости перехода от спинки к полотну бритвы. Поэтому, хотя механическая обработка болванки в сыром виде требует меньшей затраты рабочей силы и энергин. опасность получения массового брака по закалочным трещинам при обработке по второму варианту часто заставляет вести технологический процесс по первому варианту.
Кроме того немаловажную роль играет то обстоятельство, что если при обработке по первому варианту поверхностный слой металла болванки по тем или иным причинам обезуглероживается, то при сошлифовке его можно все-таки получить в клинке режущую кромку достаточной твердости к устойчивости.
При работе по второму варианту наиболее трудной является операция закалки клинков, но пользуясь описанным ниже способом закалки, разработанным Институтом стали и основанным на изотермическом превращении аустенита, можно свести до минимума брак по закалочным трещинам. Если же эга осмовная трудность устраняется, то предпочтение несомненно нужно отдать второму варианту.
Грубую обработку выемки и спинки бритвы выгодно производить иа стальном диске. Известно, что гладкие диски при большой скорости вращения легко режут мягкие и твердые стали как в горячем, так и в холодном виде. Вращающийся с огромней скоростью диск из мягкого мелела режет самую твердую сталь благодаря размягчению разрезаемой стали, которая нагревается сильнее железного диска. Скорость диска, необходимая для осуществления операции обрезки должна лежать в пределах 50—60 м/сек. Увеличение этой скорости при обработке бритвы может принести вред, так как трение в месте соприкосновения диска и болванки может вызвать слишком высокий нагрев.
Все дальнейшие операции обдирки болванки бритвы надлежит производить на шлифовальных кругах, так как форма обрабатываемых изделий и требование сохранении соответствующей микроструктуры не позволяют широко применить шлифовку стальными дисками.
Таким образом производятся операции обдирки головки, сорочки и полотна бритвы. Обдирку производят на двухшпиндельных шлифовальных станках со скоростью вращения камня до 3000 об/мин. Шлифовальный камень следует употреблять с хорошей керамической связкой и зернистосью 46. После проведения обдирки болванки производится насечка хвостика бритвы под сорочкой, на станке типа пилонасекального.
После этих операций грубошлифовальная болванка бритвы поступает в термическую обработку.Придание формы клинка бритвы путем шлифовки схематически представлено на рис. 7
На рис. 7.1— изображена первая операция обдирки на двухшпиндельном шлифовальном станке — спуск лезвия
На рис. 7,2 показана операция шлифовки дольев полотна бритвы на тех же двухшпиндельных шлифовальных стликах.

9-я операция. Термическам обработка
Термическая обработка бритвы заключается ее закалке и отпуске. Эти операции являются одними иа наиболее ответственных при изготовлении высохокачественной бритвы.
При проведении термической обработки как легированных, так и простых углеродистых сталей для получения высококачественного клинка должны быть соблюдены следующие условия.
1.Установление точной температуры нагрева изделия перед закалкой.
2. Выбор надлежащего состава и температуры закаливающей среды.
3. Установление точной температуры отпуска закаленного изделия.
Кроме этого основного фактора — назначения температурного режима, очень серьезную роль играет продолжительность воздействия температуры при термической обработке стали. Известно, например, что отпуск бритвы можно производить и при более низком нагревее чем это обычно принято, но длительность отпуска должна быть в таких случаях увеличена.
Далее, если сталь даже при правильной температуре нагрева выдерживается для операции закалки в течение слишком долгого времени, то микроструктура стали портится, и изделие выходит в брак.
Наконец необходимо следить за чистотой нагревающих и закаливающих сред, так как загрязненность их может понизить качество обработки изделии.
Температура закалки. Способ нагрева стали особого влияния на качество закалки не оказывает. Нагрев болванок можно производить в соляных или свинцовых ваннах, В открытых или закрытых печах или в каких-либо других нагревательных аппаратах, но при обязательном условии, что данный нагревательный аппарат обеспечивает получение точной температуры нагрева.
Удобнее всего производить нагрев в соляных ваннах, так как они наименее вредны в отношении выделения паров, и лучше других обеспечивают получение надлежащих температур. Кроме того при пользовании ванной имеется возможность производить нагрев одного только полотна бритвы, так что хвостик бритвы остается не закалённым.
При нагреве в открытых печах на поверхности болванки образуется окалина, наличие которой сильно вредит закалке клинка, так как под слоем окалины часто имеются зоны с пониженной твердостью.
Поэтому при нагреве болванов под закалку в открытых нагревательных печах необходимо освободить болванку от окалины, прежде чем она попадет и закаливающую ванну Удаление окалины проводится путем протирки болванки металлической вращающейся щеткой или путем чистки болванки о неподвижную металлическую щетку быстрым движением руки.
Исследователь Помп рекомендует держать температуру нагрева клинков для бритв на таком уровне, чтобы цементит еще полностью не переходил в раствор, т. е. под линией ES диаграммы состояния сплавов железоуглерод.
Ленинградский институт металлов рекомендует принимать температуру закалки около 750 градусов Цельсия.
Насколько пагубно действует на выносливость бритвы перегрев стали, показывает табл. 3 „а работы Смирнова (для углеродистой стали с содержанием углерода 1,3%).
| Температура закалки, градусов Цельсия | Острота | Выносливость |
| 720 | 127 | 10 |
| 740 | 128 | 12 |
| 770 | 122 | 13 |
| 800 | 78 | 9 |
Высоколегированные стали типа вольфрамовых, молибденовых и др. должны предварительно нагреваться до температуры 800 градусов, а затем медленно охлаждаться в печи до температуры 760-770 градусов. '
Выдержка клинков в нагревательной ванне должна составлять около 3 мин.
Заваливающая среда. Закаливающей средой для бритв может служить вода с температурой в 20—25 градусов с последующей переброской изделия и масляную ванну той же температуры.
Иногда закалку производят только в масляной ваннне, но в этом случае после соответствующего отпуска необходимо дополнительно проверить твердость вакалки бритвы на аппарате Роквелла, так как бритвы, закаленные только погружением в масло, часто получаются слишком мягкими.
В процессе закалки бритв необходимо следить за тем, чтобы температура закаливающей среды не повышалась, для чего нужно регулировать подвод охлаждающей воды к зака-лочным бакам.
Следует отметить, что хотя описанный выше процесс закалки клинков даст очень хорошую микроструктуру стали, и заводской практике наблюдаются многочисленные случаи образования брака по трещинам при закалке. Это получается вследствие того, что в бритвах высокого класса имеются резкие переходы в сечениях, вызывающие возникновение при закале очень значительных напряжений и приводящие к образованию трещин и полотне бритвы.
Для уменьшения брака по трещинам Институт стали разработал (как упоминалось выше) новый режим закалки бритв,изготовленных из легированной стили ЭХО-5 основанный на изотермическом превращении аустенита.
Этот метод закалки в горячей среде сводит до минимума температурные напряжения в стали и таким образом в значительной мере предохраняет от трещин.
Он заключается в следующем
1.Нагрев болванок до температуры 760-770 градусов.
2.Быстрый перенос болванки в масло с температурой 150-180 градусов и выдерживание в нем от 30 до 40 сек.
3.Перенос болванок в масло с темпсратурой в 20°.
В результате проведении такого процесса закалки получается нужная микроструктура, состоящая из мелкозернистого мартенсита с равномерно распределенными глобулями карбидов: твердость изделия составляет 57—61 по Рокаеллу (шкала С)
Отпуск.Правильное проведение отпуска закаленной бритвы иммет очень большое значение как для остроты бритвы, так и для её устойчивости и работе.
Неотпущенная или слабо отпущенная бритва, в особенности из легированной стали, не может хорошо работать, так как её режущая кромка (жало) остается очень хрупким. Микроскопические исследования показывают, что такое жало в результате бритья не столько снашивается, сколько выкрашивается.
Если же бритву отпустить при слишком высокой температуре, то вследствие мягкости жала выносливость ее в работе и в особенности острота сильно понижаются. Микроскопические исследования показывают, что такое жало во время бритья загибается.
Поэтому необходимо практически определить наиболее благоприятные температуры отпуска закаленных бритв, которые наряду с высокой устойчивостью гарантируют хорошее сохранение их остроты.
Следующей таблица показывает влияние температуры отпуска на остроту и выносливость бритв из удеродистой стали с содержанием С в 1.3%, нормально закаленных при температуре 740 градусов (табл. 4).
| Температура отпуска градусов Цельсия | Острота | Выносливость |
| Не отпущена | 110 | 18 |
| 100 | 112 | 19 |
| 150 | 127 | 12 |
| 200 | 57 | 14 |
Эти данные показывают, что температура отпуска стали с содержанием С а 1,3% должна лежать ниже 200 градусов , так как отпуск при 200 градусах понижает вдвое первоначальную остроту бритвы.
По данным Ленинградского института металлов, температуру отпуска бритв, изготовленных из легированных сталей с содержанием от 0.5 до 14 хрома, вольфрама или молибдена, которые увеличивают устойчивость стали при отпуске, надлежит повысить до 200 градусов.
Наиболее благоприятной средой отпуска для бритв, изготовленных из стали ЭХО-5 и нормально закаленных, является масло, нагретое до 200—210 . Длительность выдержки бритвы в масляной ванне должна составлять 20—25 минут, а твердость готовой закаленной и отпущенной бритвы 55—60 единиц по шкале "С" Роквелла.
10-я операция Шлифовка, заточка, доводка
Прежде чем болванка бритвы поступает и цех шлифовальных и отделочных операций, она проходит контроль качества термической обработки.Определяются показатели твердости закалки и устанавливается отсутствие закалочных трещин.
После контроля болванка направляется на различные операции шлифовки, полировки, заточки и т. д. Все эти операции имеют целью придать болванке окончательную форму готовой бритвы и сообщить ей необходимую лицевую отделку.
Отделка закаленной болванки начинается с операции погладки полотна болванки на двухшпиндельном шлифовальном станке со скоростью вращения камня до 3500 об\ мин. (рис-7.3)
Погладка полотна происходит при интенсивном охлаждении бритвы водой во избежание отпуска ее от нагревания.
Далее бритва поступает ия операцию подводки полотна. На втой операции бритва получает окончательный профиль поперечного сечения, после чего шлифуется на деревянных войлочных и фетровых кругах с применением наждаков.
Первые грубые шлифовки производятся на наждаке 5-ти минутнике, а далее для шлифовки и полировки применяются нее более и более тонкие наждаки—10-30 и 60-минутнике.
При шлифовке необходимо выполнять следующее основные правила:
I. Каждая последующая шлифовка изделия более тонким шлифующим и полирующим материалом должна проводиться так, чтобы с поверхности изделия снимались все риски, оставленные зёрнами шлифующего материала на предыдущей шлифовке.
2. Так как при полировке бритвы на войлочных кругах, к которым наждак приклеивается, нельзя применять охлаждающие жидкости, то во избежание отпуска бритвы необходимо вести эту операцию весьма осторожно.
В особенности велика опасность отпуска бритвы при окончательной шлифовке и полировке полотна бритвы на 30- 60-минутнике.
Необходимо указать, что выявление брака из-за перегрева бритвы на операциях шлифовки и полировки представляет очень большие трудности. Дело в том. что если при этих операциях шлифовщик по небрежности или по неопытности допускает местный перегрев бритвы и на полотне ее появляются цвета побежалости, то шлифовщик имеет возможностьдальнейшей шлифовкой эти цвета побежалости устранить. В результате бритва по внешней отделке получается безукоризненной, будучи фактически браком, так как из-за местного перегрева полотна твердость режущей кромки бритвы становится неравномерной. При бритье такой бритвой более мягкие места жала очень быстро тупится, и бритва начинает драть. Ее приходится очень часто точить, что весьма затруднительно, так как некоторые части закаленного полотна имеют нормальную твердость.
После шлифовки необходимо бритву проверить на равномерность толщины ее полотна. Научных и строго объективных методов замера толщины полотна еще не имеется. Прак-тически проверка равномерности толщины полотна бритвы и качества ее закалки основывается на способности закаленной и отпущенной стали приобретать свойство пружинения.
Если слегка нажать сбоку на жало бритвы (рис 8) то наней получается выпучина. которая пропадает как только нажим прекращается. Если бритва правильно эакалена и имеет равномерную толщину вдоль всего полотна то и выпучивание получается одинаковым в любом месте жала, если после прекращения нажатия на жало выпучина на нем частично остается, это показывает что бритва чрезмерно мягка и и работе будет быстро тупиться.
Если же, наоборот при легком нажатии наблюдается выкрашивание жала бритвы, это показывает на чрезмерную хрупкость бритвы после ее термической обработки; такая бритая также будет работать неудовлетворительно.
Необходимо указать, что уменье проверять доброкачественность бритв указанным способом приобретается только после длительной практики, так как при различных толщннах полотен бритв, их конфигурации и пр. степень нажатия на жало должна быть весьма различной, соответствующей классу выточки бритвы.

11-я операция. Приклеивание ручки
Эта операция очень проста. Необходимо, однако, обратить внимание на то обстоятельство, что очень чато форма пластинок ручки или изгиб их не дают возможности правильно укладывать клинок бритвы, вследствие чего он задевая за ручки, немедленно приходит в негодность. Жало хорошо направленной бритвы настолько тонко, что прикосновение к нему не только ручки, но даже пальцев руки понижает его первоначальную остроту настолько, что бритва не может выдержать заводских испытаний на остроту и должна быть дополнительно направлена на ремне с точильной пастой.
12-я операция. Направка на оселках и на пасте
Направка бритвы на оселках и окончательно на пасте является последней операцией технологического процесса.
Первоначальная направка жала бритвы производится на оселках более мягких и с большей величиной зерна, дальнейшая направка — на оселках более жестких и с очень малой величиной зерна.
Окончательная направка бритв перед испытанием на остроту производится на ремнях, покрытых тонким слоем точильной пасты.
Последняя изготовляется большей частью из окиси хрома, который благодаря чрезвычайной тонкости зерна обеспечивает получение наиболее чистой, ровной и острой режущей кромки жала бритвы.
В состав пасты входят и другие химические наполнители, которые ускоряют процесс направки бритвы. Ускорение процесса направки идет по пути образования легкого окисления металла в местах заточки и снятия этого окисленного слоя металла механнческим путем во время правки бритвы.
13-я операция. Упаковка бритв
Готовая бритва после проверки на остроту поступает на смазку и упаковку в футляры.Бритвы смазываются жировыми веществами, предохраняющими сталь от коррозии, причем необходимо обратить серьёзное внимание на то чтобы сами смазывающие вещества были чисты, не содержали примесей, вызывающих коррозию.
Нужно следить и за тем, чтобы бумага, картон и другие материалы, идущие на изготовление футляров, не содержали таких веществ, которые могли бы вызвать ржавление бритвы во время хранения ёе в этих футлярах. На практике очень часты случаи, когда хорошо изготовленная бритва помле очень непродолжительного лежания в упаковке покрывается ржавчиной вследствие того, что в материалах упаковки содержатся вредные химические примеси.
9. Специальные отделочные операции
Заграничные брнтвы часто имеют различную внешняю отделку ручек и лезвия. Если отделка ручек и лезвия выражается в высококачественной полировке и шлифовке, то она может быть безоговорочно одобрена так как обеспечивает удобство дезинфекции инструмента и возможность сохранении работоспособности его в течение длительного срока.
К сожалению иногда встречается такая отделка, из-за которой может пострадать качество бритвы. Таковы, например, золочение полотна бритвы, гравировка на нем и пр.
Если можно с натяжкой согласиться на наличие всяких резных, штампованных и других украшений на ручке бритвы то на лезвии бритвы они совершенно недопустимы.
В условиях нашей социалистической промышленности нет никакой необходимости в погоне за спросом рынка прибегать к несуразной отделке бритв, которая часто встречается на импортных изделиях с целью рекламы.
Высокому качеству изделия и высокому уровню техники его производства большей частью сопутствуют простота и в то же время благородство форм изделия.
10. Заключение
Дальнейшая рдционализация процессов производства опасных бритв должна идти главным образом по линии мансимальной механизации процессов шлифовки и полировки.
На эти операции затрачивается много времени, расход которого может быть значительно сокращен, если технологический процесс производства болванок обеспечивает выполнение их с малыми отклонениями в размерах.
Если же основные операции технологического процесса производства болванок (ковка, обрезка облоя. правка и закалка) не обеспечивают получения точной стандартной формы
изделия, то механизация не может быть осуществлена, объем ручных операций значительно возрастает и себестоимостьизделий резко увеличивается,
Нужно обратить внимание на то обстоятельство, что последняя операция-правка бритвы вручную на оселках — является самой трудоемкой и отнимает на наших заводах 17%общего количества времени, затрачиваемого на производство бритвы.
На заграничных заводах, выпускающих опасные бритвы, заключительным операциям технологического процесса, в особенности процессам ручной правки бритвы, придается самое существенное значение. Затраты времени на правку бритвы вручную на оселках часто достигают там 30% общего расхода времени на производство бритвы.
Благодаря такому особо внимательному отношению к направке бритвы некоторые заграничные бритвы даже с неполноценной микроструктурой показывают, как отмечалось выше, прекрасные бреющие свойства. Наоборот, клинок, изготовленный из лучшей стали и по самому совершенному технологическому процессу, но недостаточно хорошо направленный, хорошо брить не может.
Клинки советских опасных бритв по качеству стали и по термической обработке не только не хуже иностранных, но во многих случаях превосходят их. Зато лицевая обработка советских бритв в некоторых случаях бывает небрежной, и что особенно важно, по качеству правки жала наши бритвы обычно уступают импортным. Вот почему наши заводы должны обратить особое внимание на улучшение качества окончательной правки жала опасной бритвы.
В табл. 5 приведены сводные данные по технологическому процессу производства опасных бритв на советских заводах с указанием потребного оборудования, рабочего инструмента, квалификации рабочей силы и норм времени по операциям.
|
№ п\п |
Наименование операций |
Оборудование |
Мощность электромотора в квт |
Рабочий инструмент |
Рабочая сила |
||||
|
Тип |
Характе- ристики |
Наимено вание |
Стойкость до полного износа в тыс шт продукции |
Профе сия |
разряд |
Норма времени на 1000 шт в часах |
|||
|
1 |
Рубка заготовки |
Эксцентриковый пресс |
5-ти тонный 60-70 об\мин |
0.75 |
Штамп с ножами |
50 |
пресовщик |
3 |
0.85 |
|
2 |
Штамповка болванки бритвы |
Падающий молот |
Вес бабы 0,75 т 20-22 удар\мин |
9 т |
Штамп формовочный |
6 |
Кузнец штамповщик |
7 4 |
6,8 |
|
3 |
Сферодизация |
Печь |
Температура 750-730 |
|
Железные ящики |
|
отжигальщик |
7 |
7,0 |
|
4 |
Обрезка облоя |
Эксцентриковый пресс |
50 т 60 об\мин |
1,5 |
Обрезной штамп |
10 |
Пресовщик |
5 |
2,3 |
|
5 |
Галтовка |
Галтовочный бараьан |
35 об\мин |
0,6 |
|
|
Галтовщик |
2 |
2,0 |
|
6 |
Правка болванок |
Падающий молот |
22 удар\мин |
9 |
штамп |
15 |
Кузнец штамповщик |
5 4 |
4,6 |
|
6а |
контороль |
|
|
|
|
|
контролёр |
3 |
7,0 |
|
7 |
Сверление |
Сверлильный станок |
1900 об\мин |
0.3 |
сверло |
0,5 |
сверловщик |
3 |
2,3 |
|
8 |
Обдирка Спинки |
Шлифовальный станок |
40 м\с |
5 |
Стальной диск |
250 |
шлифовальщик |
4 |
7,0 |
|
Головки |
То же |
35 м\с |
0,75 |
Шлифовальный камень зернистость 46 |
2 |
То же |
4 |
2,5 |
|
|
выемки |
То же |
35 м\с |
0,75 |
То же |
2 |
То же |
4 |
2,1 |
|
|
Под сорочкой |
То же |
35м\с |
0,75 |
То же |
2 |
То же |
4 |
4,9 |
|
|
пятки |
То же |
40 м\с |
4 |
Стальной диск |
200 |
То же |
4 |
2,0 |
|
|
Сорочки |
Двухшпиндельный шлифовальный станок |
25 м\с |
2,5 |
Шлифовальный камень зернистость 60 |
0,56 |
То же |
4 |
4,6 |
|
|
Хвостика |
Шлифовальный станок |
25 м\с |
0,75 |
То же |
3,4 |
То же |
4 |
1,4 |
|
|
лезвия |
То же |
25 м\с |
0,75 |
То же |
0,5 |
То же |
3 |
2,8 |
|
|
№ п\п |
Наименование операций |
Оборудование |
Мощность электромотора в квт |
Рабочий инструмент |
Рабочая сила |
||||
|
Тип |
Характе- ристики |
Наимено вание |
Стойкость до полного износа в тыс шт продукции |
Профе сия |
разряд |
Норма времени на 1000 шт в часах |
|||
|
9 |
Насечка хвостика |
Насекательный станок |
1230 удар\мин |
1 |
Зубило для насечки |
3 |
насекальщик |
4 |
2,3 |
|
10 |
Шлифовка спмнки |
Шлифовальный станок |
Скорость 30 м\с |
0,8 |
Деревянный круг |
10 |
шлифовщик |
4 |
5,3 |
|
11 |
Спуск лезвия |
Двухшпиндельный станок |
Скорость 25 м\с |
2,5 |
Шлифовальный камень зернистостью 60 |
1 |
То же |
5 |
8,2 |
|
12 |
Точка дольев |
То же |
25 м\с |
2,5 |
То же |
0,3 |
То же |
5 |
16,3 |
|
13 |
Термические операции |
|
|
|
|
|
|
|
|
|
закалка |
Соляная электролитическая ванна |
Температура 780-800 выдержка 3 мин |
|
|
|
калильщик |
7 |
150,0 |
|
|
отпуск |
Масленая ванна |
Температура 180-200 |
35 |
|
|
|
|
|
|
|
14 |
контроль |
|
|
|
|
|
котролёр |
4 |
14,0 |
|
15 |
Погладка полотна |
Двухшпиндельный стано |
14 м\с |
25 |
Шлифовальный камень зернистостью 60 |
0,25 |
Шлифовальщик |
5 |
5,1 |
|
16 |
Протирка в опилках |
|
|
|
|
|
протирщик |
2,0 |
5,0 |
|
16а |
контроль |
|
|
|
|
|
контролёр |
|
|
|
17 |
шлифовка |
|
|
|
|
|
|
|
|
|
|
Сорочки и выемки на крупном наждаке |
Шлифовальный станок |
30 м\с |
0,65 |
Деревянный круг с наждаком 3-х минутником |
7,5 |
шлифовальщик |
4 |
28,0 |
|
|
То же на мелком наждаке |
То же |
30 м\с |
0,65 |
Наждак 30-ти минутник |
7,5 |
То же |
4 |
|
|
|
Спинки на крупном наждаке |
То же |
30 м\с |
0,65 |
Войлочный круг с наждаком 3-х минутником |
10,0 |
То же |
4 |
10,7 |
|
№ п\п |
Наименование операций |
Оборудование |
Мощность электромотора в квт |
Рабочий инструмент |
Рабочая сила |
||||
|
Тип |
Характе- ристики |
Наимено вание |
Стойкость до полного износа в тыс шт продукции |
Профе сия |
разряд |
Норма времени на 1000 шт в часах |
|||
|
17 |
Спинки на мелком наждаке |
Шлифовальный станок |
30 м\с |
0,65 |
Фетровый круг с наждаком 30-ти минутником |
10 |
Шлифовщик |
- |
- |
|
Полотна на крупном наждаке |
То же |
8-13 м\с |
0,65 |
Наждак 3-х минутник |
10 |
То же |
5 |
23,3 |
|
|
Доводка жала |
То же |
18-20 м\с |
0,65 |
Войлочный круг с наждаком 1\8 минутником |
20 |
То же |
5 |
||
|
контроль |
- |
- |
- |
- |
- |
контролёр |
4 |
7 |
|
|
Шлифовка полотна на мелком наждаке |
Шлифовальный станок |
9-11 м\с |
0,65 |
Фетровый круг с наждаком 30-ти минутником |
7,5 |
шлифовщик |
5 |
20,0 |
|
|
Урезка и шлифовка головки и граней |
Шлифовальный станок |
30 м\с |
0,65 |
Войлочный круг с наждаком 3-х минутником |
7,5 |
шлифовщик |
5 |
14,0 |
|
|
Протирка мелом |
- |
- |
- |
- |
- |
протирщик |
2 |
5,0 |
|
|
18 |
Полировка полотна
|
Шлифовальный станок |
10-12 м\с |
0,5 |
Фетровый круг с наждаком 60 и 120 минутником |
10 |
шлифовальщик |
5 |
7,2 |
|
Сорочки и спинки |
Шлифовальный станок |
8 м\с |
0,5 |
Фетровый круг с наждаком 60 и 120 минутником |
10 | ||||
|
Метки: помельцов производство опасных бритв |
Страховочный ус |
Страховочный "ус", предназначен для самостраховки и крепится за различные точечные и линейные опоры. Для его изготовления используется только динамическая веревка толщиной 10 - 11мм.Кусок веревки длиной около 2 м, из которой будут делать страховочный конец, предварительно погружают на одни сутки в воду, чтобы потом она не укорачивалась при намокании. После замачивания, на обоих концах веревки делают по короткой петле. Петли вяжут узлом "восьмерка". В одну из них встегивают карабин, который может быть асимметричным и без муфты для легкого манипулирования при различных перестежках. Другая петля страховочного конца встегивается в MR гибкой подвесной системы. На расстоянии равной 1/3 длины страховочного уса от петли, предназначаемой для встегивания в карабин MR делается с помощью "узла среднего" ("бабочки") еще одна петля, которая служит для блокировки с помощью еще одного карабина гибкой подвесной системы со штурмовой промальпинистской площадкой. В случаях использования только гибкой подвесной системы, эта петля встегивается либо в карабин MR, либо в боковые силовые проушины.
Страховочный конец делается только из новой динамической веревки и сменяется новым после каждой плановой проверки гибкой подвесной системы, даже если ее внешний вид все еще отличный.

|
Метки: страховочный ус |
Узел восьмерка |
К сожелению в современных руководствах по альпинизму почти нигде нет разъяснения, почему узел правильный, а другой неправильный, как например это указано в книге Петко Недкова

Хорошего видео на русском языке о узле восьмёрка тоже нет. Все шифруются наверно мнят из себя крутых мастеров или обучают только за бабло. К великому сожалению вязать этот узел меня обучил американский солдат.
|
Метки: алпинисткий узел восьмерка |
из книги ПЕТКО НЕДКОВ Азбука одноверевочной техники |
Узлы для привязывания веревки к открывающимся устройствам и открытым опорам (карабины, скальные выступы и т.д.)
Восьмерка. Этот узел чаще всего применяется для привязывания к креплению веревки d 10 и 11 мм. Его прочность до 55% (прочность узла)
При испытании узла для привязывания на обоих концах образца делают петлю данным узлом. Если испытывается узел для связывания веревок, он связывается между двумя кусками веревки, на других концах которых завязываются более прочные узлы).
Нагрузочный конец должен проходить по верхней стороне узла (рис. 32а). За счет этого прочность узла увеличивается на 10%. Прежде чем затягивать узел, витки надо положить параллельно один на другой, а не оставлять крест-накрест. Их неправильное расположение уменьшает прочность веревки.

Девятка (рис. 32б). Недавно вошел в практику. Это узел с самой короткой историей, но он все шире применяется в технике одной веревки. Самое ценное его свойство состоит в том, что из всех использовавшихся до сих пор узлов он имеет наибольшую прочность - до 70-74%. Это приводит к увеличению практической прочности веревки. Особенно целесообразно его применение для веревки d 9 мм, прочность которой с самого начала меньше прочности веревок d 10 и 11 мм.
|
Метки: узлы |
Альпинистская верёвка |
Веревка в целом подразделяется на динамическую, статическую и вспомогательную. Динамические веревки применяют для страховки на маршруте при хождении с нижней страховкой. Статическая применяется для перил, при спасработах и в промышленном альпинизме. Вспомогательная веревка применяется для различных других целей, где возможные нагрузки значительно ниже по своей величине, чем в перечисленных выше случаях.
prEN 1891 требования для статических веревок.
Сила рывка должна быть меньше 6 kN при факторе рывка 0.3 и весе 100 кг.
Должна выдержать как минимум 5 рывков с фактором падения 1 и весом 100 кг, с узлом "восьмеркой".
Удлинение, возникающее от грузов от 50 до 150 кг., не должно превышать 5%.
Гибкость при завязывании узлов - как указано выше. Коэффициент гибкости (фактор 'K' = диаметр веревки / диаметр веревки внутри узла) - должен быть не более 1,2.
Смещение оплетки веревки относительно сердцевины - 2 м. веревки протягивают через специальное устройство 5 раз. Смещение оплетки веревки должна быть не более 15 мм.
Вес оплетки веревки должен быть не больше определенной доли от общей массы веревки.
Статическое усилие на разрыв - веревка должна выдерживать не менее 22 kN (для веревок диаметром 10 мм и более) или 18 kN (для 9 мм веревок), с узлом "восьмерка" - 15 kN.
Маркировка - на концах веревки указывается тип веревки (A или B), диаметр, изготовитель и EN, которому веревка соответствует. Полоса в центре должна показывать тип веревки (А или В), модель, изготовителя, номер и год изготовления.
Тип A
Тип A — используется для высотных и спасательных работ, а также для спелеологии.
[править]
Тип Б
Тип Б — верёвка меньшего диаметра и расчитана на меньшую нагрузку, чем верёвка типа А. Может использоваться только для спуска (дюльфера).
|
Метки: Альпинистская верёвка |
Видео-запись: Семинар по заточке бритв часть 1 |

72 просмотров |

|
|
|
Видео-запись: Семинар по заточке бритв часть 2 |
|
30 просмотров |

|
|
|
Видео-запись: Семинар по заточке бритв часть 3 |
|
32 просмотров |

|
|
|
Видео-запись: Семинар по заточке бритв часть 4-1 |
|
158 просмотров |

|
|
|
Видео-запись: Семинар по заточке бритв часть 4-2 |
|
85 просмотров |

|
|
|
Видео-запись: СЕМИНАР ПО ЗАТОЧКЕ БРИТВЫ часть 5 |
|
20 просмотров |

|
Семинар talk.guns |
|
|
Продолжение поговорк |
Ни рыба, ни мясо, [ни кафтан, ни ряса].
Собаку съели, [хвостом подавились].
Ума палата, [да ключ потерян].
Два сапога пара, [оба левые].
Дураку хоть кол теши, [он своих два ставит].
Рука руку моет, [да обе свербят].
Везет как [субботнему] утопленнику [баню топить не надо].
Ворон ворону глаз не выклюет [а и выклюет, да не вытащит].
Гол как сокол [а остер как топор].
Голод не тетка [пирожка не поднесет].
Губа не дура [язык не лопата].
За битого двух небитых дают [да не больно-то берут].
За двумя зайцами погонишься – ни одного [кабана] не поймаешь.
Кто старое помянет – тому глаз вон [а кто забудет - тому оба].
Курочка по зернышку клюет [а весь двор в помёте].
Лиха беда начало [есть дыра, будет и прореха].
Молодые бранятся – тешатся [а старики бранятся – бесятся].
Новая метла по-новому метёт [а как сломается - под лавкой валяется].
Один в поле не воин [а путник].
От работы кони дохнут [а люди – крепнут].
Пьяному море по колено [а лужа - по уши].
Пыль столбом, дым коромыслом [а изба не топлена, не метена].
Рыбак рыбака видит издалека [потому стороной и обходит].
Старый конь борозды не испортит [да и глубоко не вспашет].
У страха глаза велики [да ничего не видят].
Чудеса в решете [дыр много, а выскочить некуда].
Шито-крыто [а узелок-то тут].
Язык мой – враг мой [прежде ума рыщет, беды ищет].
|
Метки: поговорки |
Соболев Л.В. Теория и практика точки инструментов |
Соболев Л.В.
Теория и практика точки инструментов
Лекция прочитанная студентам и врачам в Военно-Медицинской Академии в ноябре 1908 и 1910 года
Большей части врачей приходится испытывать нужду в острых режущих инструментах, но особенно сильно ощущается эта нужда хирургами и гистологами. Даже работающее в больших центрах врачи не могут похвастать своей обеспеченностью в этом отношении — инструменты сравнительно долго не возвращаются из точки и выточены они бывают не всегда хорошо. А мастера работают большею частью инстинктивно, не зная в точности, что именно требуется от данного инструмента, так как они сами не работают с ним. Правда, и огромное большинство работающих только бранит мастеров и не старается уяснить себе и мастеру при заказе, каким именно требованиям должен удовлетворять данный инструмента. Товарищи в провинции находятся в еще худшем положении, инструментов у них немного; пересылка инструментов для точки, и обратно, требует значительная времени. После однократной стерилизации и работы ножи большею частью в значительной мере утрачивают свою остроту. С гистологами дело обстоит еще хуже, для микротомных ножей требуется более тонкая точка, которая далеко не всегда удается мастерам, не имеющим вовсе понятая о приготовлении гистологических срезов; тупятся же эти ножи очень быстро. В конце-концов,многие думают, что точка инструментов представляет собою нечтоочень хитрое и отправляет свои инструменты в точку заграницу, хотя и там дело обстоит немногим лучше.
Скверная точка микротомных бритв мастерами заставила меня еще в бытность студентом испробовать самому точку их. Я сразу выточил микротомный нож не хуже мастера, а затем стал точить и лучше. Лучше потому, что я делал это сознательно, я уяснил себе сущность точки и действовал целесообразно. Как показал мне опыт, выучить других этому также вовсе не трудно. Мой ученик, служитель патологоанатомического кабинета, точит теперь даже лучше меня, постоянно занимаясь этим, и во всяком случае лучше, чем заграницей. Он знает и самую тонкую точку микротомных ножей, так как сам режет на микротоме. Кое-где в Земстве выученные мною хирурги точат сами ножи или выучили этому свой персонал.
Рассекающие инструменты действуют или по принципу клина, или пилы, а режущие инструменты, по тому и другому вместе. Клин раздвигает ткани, внедряясь своим остриём, пила вырывает тонкую полоску ткани своими зубьями и потому проникает вглубь. Для наименьшего повреждения ткани при этом требуется, чтобы клин был возможно острее, пила возможно тоньше и зубья пилы возможно мельче. Щеки, стороны клина тогда производят наименьшее давление при раздвигании, для раздвигания же требуется и наименьшая сила. При уменьшении же размера отдельных зубьев пилы до минимальных пределов вырывало ими частиц может вовсе или почти вовсе не иметь места, происходит лишь разделение, разрывание их.
Относительно проникания клина вглубь существуют известные законы, излагаемые в учебниках физики. Я не стану выводить формулы действия клина, а замечу лишь, что сила, действующая на спинку или обух клина, так относится к силе сопротивления, как ширина спинки клина к длине его щечки. Другими словами, — при одинаковом сопротивлении для успешного проникновения клина вглубь требуется применить тем большую силу, чем шире спинка и чем короче щечки, т. е. тем больше, чем тупее угол, под которым сходятся щечки клина, образуя острие его. Следовательно, для наименьшей затраты силы, которую тогда легче определить, и для наименьшего разминания тканей требуется, чтобы острие клина имело наименьшей уголь. Этому уменьшению положен однако предел свойствами и материала— стали, из которой изготовляются инструменты, и свойствами рассекаемых предметов. Так, тонкое и длинное острие клина будет очень быстро ломаться при твердой стали или загибаться при мягкой и тем скорее, чем тверже обрабатываемый предмет. Поэтому, для различных предметов и нужны инструменты из различного качества стали с различным клином. Эмпирически и установлен больший или меньший optimumэтих качеств для разных случаев. Так, инструменты для нежных мягких органов, не терпящих значительного насилия, как, напр., глаз, мозг, употребляются возможно тонкие, точенные под острым углом, ножи для обычных работ на коже, мышцах и т. д. точатся более круто (угол до 30°) и делаются толще. Наконец, действующий: уголь в 60° имеют долота, распаторы и т. п. инструменты, от которых требуется лишь прочность, а об экономии силы при них и не думают.
Для облегчения самих инструментов и увеличится их проникающей способности, их изготовляют не в виде простого, а в виде сложного клина, а именно, весь клинок имеет лишь небольшой угол и только самое лезвие для увеличения его прочности и работоспособности точится под большим углом. Таким образом проникающая способность существующих инструментов определяется величиной двух углов, угла лезвия или угла точки и угла клинка.
При работе этот угол лезвия тупится, т. е. закругляется, уплощается, а иногда просто свертывается на сторону и вдоль по лезвию получаются щербины, дефекты, неправильно называемые зубцами. В таком случае лезвие с поверхности представляет ломаную линию, а в разрезе угол не с острой, а закругленной верхушкой. Выровнять эту линию и правильно заострить этот угол можно именно посредством точки на камне. Камень стирает поверхностный слой стали с плоскостей, ограничивающих угол лезвия, а в этом и состоит точка. Конечно, точить нужно, соблюдая каждый раз тот же наклон инструмента к плоскости камня. Если взять наклон меньше или больше, то, при значительных отклонениях от нормального, одно уже это обстоятельство может сделать некоторые инструменты временно негодными для обычных целей, так как получается чрезмерная тонкость, слабость пли чрезмерная толщина лезвия.
При постоянной установке ножа на микротоме в известной плоскости последствием крутой точки является соприкосновении с предметом при получение из него последовательных тонких срезов не самого жала, т. е. верхушки угла лезвия, а угла между плоскостью точки и плоскостью клинка. Этот угол мнет предмет, а срезов не получается. Наконец, при более грубой установке приходить в соприкосновение с ножом и лезвие, но среза хорошего не получается, наклонно стоящая плоскость точки направляет тотчас же это лезвие по дуге кверху. Делу до известной степени можно бывает тогда помочь, приподнятием спинки ножа какими-либо домашними средствами. Во избежание описанных неудобств, инструменты для точных работа, например, микротомные ножи точатся с особым приспособлением, которое надевается на спинку ножа, вместе с ним стачивается и, конечно, каждый раз дает один и тот же угол. Последнее верно лишь в том случае, когда у каждого ножа есть свой направитель. Строго математически и это, конечно, неверно, так как и направитель, и клинок стачиваются, изменяют свои размеры и притом, конечно, не строго пропорционально; но это происходит лишь в незначительных размерах и очень медленно, так что практически можно принять, что угол остается одинаковыми. Можно давать, конечно, уклон и от руки, но для этого нужна твердая рука и порядочный опыта, да кроме того часто все-таки бывает нужен особый зажим для ножа, позволяющей изменять его уклон. Для получения более тупого угла с прочными парафиновыми бритвами употребляются направители, охватывающие спинку ножа с обеих сторон в виде неполной трубки с пружиной пли винтиком для закрепления (см. черт. 1, 3 и 4) или в виде 2-хъ несколько изогнутых пластин, также закрепляющихся винтами.Для получения совсем тонкого лезвия целлоидиновых ножей употребляется направитель в виде проволоки, привинчивающейся к ножу с нижней плоской стороны его. Верхняя сторона этих ножей сильно вогнутая и точится, опираясь на камень лезвием и краем спинки. (См. черт. 2)

На камне инструмент под данным ему углом ведут всегда лезвием вперед (см. черт. 1)причем используется вся поверхность, вся длина камня. Начинают точить с пятки и всегда направляют пятку к себе. К концу камня должен прийтисьсь при равномерном движении конец лезвия. Инструменты с прямолинейным лезвием точатся без изменения первоначального их положенья; инструменты с кривым, брюшистым лезвием точатся, соответственно поворачиваясь лезвием вперед. Соответственно изгибу брюшка вперёд всё более выступает конец ножа, клинок при этом стоит под острым углом к длиннику камня. Этот поворот производят движением в лучезапястном сочленении. Удобнее производить этот поворот, когда камень лежит на столе несколько косо перед точащим, или точащий сам садится несколько косо у стола, при обычном положении камня вдоль последнего. При этом для точки брюха ножа под тем же углом недостаточно поднятия спинки, а приходиться поднимать рукоятку.Практически для начинающих безопаснее класть сначала на камень спинку ножа, затем приводить в соприкосновение и лезвие, и лишь теперь давать ножу тот или иной уклон; лишь при некотором опыте можно ставить нож прямо под известный уклон. Дойдя до конца камня и лезвия, поднимают нож и точат другую его сторону в обратном направлении. Смена сторон должна правильно чередоваться.
Целлоидиновый микротомный нож именно режет, т. е. действует отчасти и как пила, поэтому присутствие на его лезвие мельчайших зубчиков и ямочек до известной степени желательно и нож поэтому ведут по камню указанным образом, используя всю длину камня. Парафиновый нож собственно имеет назначение не резать, а скоблить парафиновые препараты. Присутствие на его лезвие даже мельчайших зубцов и ямочек отзывается вредно на срезах. На поверхности парафинового кусочка и на срезах появляется ряд линий и полосок, параллельных плоскости движения ножа (или кусочка на микротоме Minota). При значительной глубине борозд, срезы соответственно им распадаются на части. Для возможно более полного устранения этих зубчиков, парафиновый нож ведут по камню под возможно более прямым углом к длиннику камня. Нож ведется лишь на небольшом пространстве камня. Зубцы на его лезвии отличаются тогда наименьшей вышиной, имея косое направление, а последующая правка на гладком простом ремне их и вовсе устраняет.
Очень тупой нож для скорости можно вначале точить движением по камню в обоих направлениях с одной стороны, а потом с другой, но лучше этого избегать. Придавливать нож к камню не требуется, это даже вредно, если требуется действительно выточить нож; его заставляют нажимать лишь собственною тяжестью. Очень тупые ножи, с которых нужно снять точкой порядочно стали, можно вначале точить с некоторым давлением даже на грубом камне, но по мере вытачивания давление нужно оставить. Давление и движение ножа по камню спинкой вперед благоприятствуетобразованию вредной «заусеницы», получающейся при перетачивании.
Заусеницей называюсь тонкую гибкую пластинку металла, образующуюся на самом конце лезвия. В силу своей гибкости пластинка эта уходит от стирающего действия камня, при дальнейшей точке, с увеличением в размерах, увеличивается и гибкость заусеницы. Само собою понятно, что заусеницу легче стереть, довести до минимума при движении ножа лезвием вперед и без давления. Работоспособности у заусеницы нет вовсе, наоборот при первом же столкновении с подлежащим резкепредметом она загибается на сторону, а вместе с нею и часть лезвия. Поэтому при точке является чрезвычайно важным уловить конец полезной точки и начало образования заусеницы.
Правда, иногда нельзя избежать образования последней, именно когда требуется заточить, сравнять некоторые затупленные или выщербленные места лезвия. Места мало изменёние тут, конечно, будут переточены и образующуюся на них заусеницу нужно удалять правкой на ремне. На микротомных ножах при пользовании одним направителем для каждой бритвы перетачивания избежать очень легко.
Определение момента конца полезной точки является поэтому чуть ли не самым важным обстоятельством во всей процедуре и требует известного навыка и даже искусства. Производится это определение лучше всего при помощи большого пальца руки. Спинка ножа поддерживается при этом остальными пальцами той же руки и лишь рукоятка его — другой рукой. Если же держать нож лишь одной рукой и пробовать его остроту— другой,, то легко можно вовсе не определить или порезать палец, так как координация между движеньями обеих рук гораздо грубее, сравнительно с координацией между движеньями пальцев одной и той же руки. При таком ведении пальца вдоль по лезвия получается ясное представленье о том остро-ли лезвье, есть-ли на неё щербины и заусеница, в какую сторону повернута последняя, на каком камне был точен нож, крупно или мелкозернистом. По тупому ножу палец скользит, острый нож проникает вглубь эпидермиса и тем не менее заметно, чем тоньше точка.

В лучшем случае проникание ножа вглубь замечается лишь при отнимании пальца. Поэтому всякий нож неизвестной остроты нужно пробовать, ведя палец по его лезвию лишь на сравнительно коротких участках в 1—2 см. и затем прерывисто отнимать его. Я могу определить таким способом легко, будетъ-ли нож давать срезы в 5 или в 10микронов.
Проба эта при соблюдение указанных условий, т. е. обеспеченья координации движений между пальцами одной и той жеруки, вполне безопасна—я до сих пор еще ни разу не порезал себе пальца до крови.
Такой способ испытанья является неизбежным при тонкой точке, но он является неудобным для хирургов, так как в роговом слое эпидермиса получается ряд насечек, в которых легко задерживается всякая зараза. Для хирургических инструментов особенно тонкой точки и не требуется и поэтому можно ограничиться более грубой пробой о волосы на затылке. Нож ставят под острым утлом к волосам лезвьем книзу и небольшими короткими
ударами пробуют, цепляется-ли он за волосы. Пробуют всю длину клинка, соответственно повертывая нож. Когда он везде легко будет врезаться с поверхности в волос, точку можно закончить и перейти к правке. Затылок при этом не выбривается и следы пробы незаметны.

Само собой возникает вопрос, что может дать точка на камне и можно-ли ею ограничиться. Последствия точки получаются, конечно, различный в зависимости от качеств стали инструмента и зерна камня. Лезвье будет тем острее, чем тверже сталь и чеммельче зерно камня. Заусеница в такомслучаеполучается небольшая, а линия лезвья при рассматривании сверху под микроскопом представляет ломаную линию с очень мелкими зубьями и ямками, соответствующими по величине зернам камня. Стало быть, все-таки и в лучшем случае получается лезвие пилообразное и с заусеницей, лезвие это непрочно, легко тупится и его нужно править.
Мне хотелось бы тут же сказать о шлифовке. С течением времени от точки самый клинок делается уже, а стороны угла лезвия значительно расширяются. Угол этот тогда уже больше мнёт предмет и затрудняет проникновение клинка вглубь. В таких случаях нужно опять вернуть ножу первоначальную форму снимаем с обеих сторон пластинок стали шлифовкой (см. черт. 3). Шлифовка делается на станке,на вращающемся круге с порошком наждака. При этом нужно заботиться о том, чтобы плоскости клинка остались без изменений, чтобы плоская сторона не превратилась в вогнутую и т. п. и чтобы сталь при этом не отпустилась в закалке. Это и нужно отметить при заказе мастеру, ибо шлифовкой могут заниматься лишь мастера. Правка происходит уже на мягком податливом материале, на ремне. Нож ведется спинкой, конечно, вперед и под тем же углом, как при точке. В одну сторону он движется пяткой вперед, в другую—концом. При этом скорее уничтожаются, стираются мелкие зубья, имеющееся на лезвие, и притом тем скорее и вернее, чем ближе к прямому угол между клинком и ремнем, чем меньшее пространство ремня проходит при правке ножТакая именно правка с устранением по возможности всех мелких зубьев как раз важна и полезна для парафиновых микротомных ножей, она является естественным продолжением точки их. Для целлоидиновых ножей полезно получить в конце концовна лезвие ряд мельчайших зубчиков, направленных притом в одну сторону, и именно к пятке ножа. Нож поэтому ведут по ремню всегда концом вперед и, как и на камне, равномерно используется для каждой стороны весь ремень. Так правят целлоидиновый нож на ремне тотчас после точки на камне или же, если подозревается, что зубцы от камня были неровны и грубы, то нож правят сначала как парафиновый на простом ремне, двигая концом его в обе стороны; а затем уже на ремне, покрытом красной мазью из мелкого наждачного порошка, для получения ряда мельчайших зубчиков. На этом ремне правят, как сказано выше, концом вперед, во всю длину ремня. Поворот на другую сторону всегда должен делаться через спинку, иначе можно испортить лезвие. Давление также употребляется небольшое, скорость движения несколько больше, чем по камню. Ремень в силу своей мягкости лишь очень слабо точить в собственном смысле, т. е. стирает сталь. В силу податливости ремня, лезвие производить в нём небольшое углубление и поэтому ремень действуешь на край лезвия под большим углом, чем первоначально происходила точка. Поэтому при правке, загибается и отваливается заусеница, а с нею и мелкие зубцы, лезвие выравнивается и после правки его гладкость сразу заметна для пробующего пальца, заметна и под микроскопом. Оно лучше проникает вглубь, что также заметно при пробе , о волосы. При этом, более крутом угле правки, без заусеницы лезвие гораздо прочнее, работоспособнее прежнего, нож вполне годен к работе и лучше иметь выточенный на более грубом (но не совсем грубом), напр. аспидном камне и выправленный нож, чем выточенный хотя бы на очень тонком камне (Арканзас) и не направленный.

В тех случаях, когда инструмент не слишком затупился, его можно бывает снова заострить при помощи одной правки на ремне и даже несколько раз. Но затем нож снова нужно точить на камне, так как правкой слишком закругляется лезвие и тогда оно плохо проникает, хотя под микроскопом оно совершенно гладко. Пальцем это ясно определяется. Далее, правкой плохо устраняются даже мелкие зазубрины и щербины,—податливый ремень стирает и их поверхность заодно с остальными лезвием. Точка поэтому по отношение к правке до известной степени играет ту же роль, какую шлифовка—к точке.
Теперь я перехожу к самим материалам, служащим при точке,—камням и ремням.
Камни представляют собою естественные или искусственные сочетания мелких твердых зерен, чертящих, стирающих сталь, связанных между собою каким-либо более мягким веществом, напр. из зерен кварца, склеенных между собою глиной. Все естественные, природные точильные камни представляют собою бруски из так назв. вторичных горных пород. Первичные плотные однородные породы, как напр. кварц, не годятся для этой цели. При выветривании они распадаются, расщепляются на более мелкие угловатые частицы, которые с помощью воздушных и водяных течений могут уноситься с места своего образования и отлагаться в известных местах. При этом получается и отбор различных частиц по их величине и тяжести. Новые напластования составляются таким образом из частиц более или менее одинаковой величины. Того же самого распределения частиц по категориям в зависимости от их величины и веса мы стараемся достигнуть аналогичным искусственным путём отмучивания. Если к естественным отложениям примешивается теми же течениями какое-либо вещество, могущее их связать, как напр. глина, то получаются в результате более плотные образования, состоящие из 2-хъ веществ, зерен и спайки,—вторичные горные породы, как напр. песчаники. Камни искусственные приготовляются путем раздробления твердых первичных пород б. ч. корунда (наждака, окиси алюминия), разделение частиц по их величине путем отмучивания и склеивания их посредством того или иного спаивающего вещества, с которым частицы перемешиваются. Само собою понятно, что искусственно приготовленные точильные камни могут иметь более равномерную плотность. Но лишь в последнее время появились в продаже так назв. «рубинитовые» камни, приготовляемые из мелкого порошка, наждака.
Спайка между зернами камня должна быть, конечно, мягче, чем сами зерна. При точке выстояние несколько зерна обламываются, сглаживаются, закругляются и камень вскоре перестал бы работать, если бы не стиралась спайка в еще большей степени. Вследствие этой податливости вещества, склеивающего зерна, старые зерна постепенно расшатываются в. своих гнездах и на место их выступают новые, свежие, острые. Образующаяся на камне во время точки грязь состоит таким образом из зерен и частиц спайки камня и из стираемых частиц стали. Ее можно исследовать под микроскопом при среднем увеличении. Тогда можно видеть величину и форму зерен камня, частиц спайки и наконец темных частиц стали. Камень с грубыми крупными зернами дает и длинные, довольно толстые стружки стали; камень мелкозернистый отрывает частицы стали в виде мелких зерен. Под микроскопом частицы стали представляются в виде черных зерен или полосок, зерна камня в виде угловатых частиц, иногда кристаллического строения, более светлых и частью прозрачных; частицы же спайки представляются в виде мелких зерен желтоватого или сероватого цвета. Dr. Scheferрекомендует даже исследовать под микроскопом эту грязь от точки с нескольких камней, прежде чем покупать тот или иной из них. Но едва ли торговец согласится на такую предварительную пробу, да и проба эта при всей своей научности дает сколько-нибудь ценные результаты лишь по отношении к искусственным камням, в которых зерна во всём камне сплошь одинаковой величины и равномерно перемешаны со спайкой.
Участки естественных камней, отличавшиеся по своему строению от остальной массы, так назв. сучки, могут иметь или зерна другой величины, или же эти зерна, при тех же размерах, будут разделены между собою большим или меньшим количеством спайки. Присутствие участков первщго рода может быть констатировано при помощи микроскопа. Участки же, различающееся между собой лишь количеством спайки, дают при точке грязь совершенно одинаковую. Места с малыми промежутками между зернами стачиваются, срабатываются медленнее, а места с сравнительно большим количеством спайки быстрее в силу их рыхлости. Вообще по отношенью к естественным камням возможно лишь определение их поверхности. Бывает, что вполне однородный и плотный какой-либо напр. бельгийский камень обнаруживаешь такие сучки и места или оказывается более мягкими, более богатыми спайкой в глубине, по мере срабатывания.
Неправильности такие, так назв. «сучки», частью видны уже глазом и довольно ясно определяются при поглаживании камня локтевой стороной мизинца или ладонным возвышением большого пальца руки. Чем крупнее зерно, теь камень дешевле, тем грубее и скорее он точит. Наиболее употребительные сорта камней следующее.
1.Красный брусок из природного песчаника, стоить 20—25 к. Точка с водою довольно быстрая, но грубоватая; при последующей правке нож все-таки может брить и годится для не особенно тонких операций.
2. Серый брусок из природного аспидного камня (шифер) стоить 50к.—1 р. Точка с водою и маслом более медленная и тонкая. При последующей правке нож может даже давать на микротоме, правда, не очень тонкие, но удовлетворительные микроскопические срезы, (около 15 мкм.). О хирургических ножах и говорить нечего, они точатся на этом камне хорошо. Камень этот имеется везде, если не в виде точильных брусков, то в виде грифельных досок. Из такой доски легко выпилить пластинку, наклеить ее столярным клеем на деревянную колодку—точило готово, и стоит меньше гривенника.
3.Желтый бельгийский камень природный и не всегда равномерный стоит 1.5—4 р. Точка с водою или маслом более медленная, и тонкая, вполне годная для микротомных ножей, а для хирургических и подавно.
4. Белый американский природный камень Арканзас, стоит 2—10 р., смотря по величине. Зерно очень мелкое, точка очень тонкая, но и очень медленная. Когда инструменты в силу их формы трудно править, их приходится точить на этом камне; таковы некоторые глазные и зубные инструменты.
В некоторых случаях для ускорения точки сильно затупленных ножей их можно точить сначала на грубо-, а потом на мелкозернистом камне.
Точка должна всегда происходить при той или иной смазке камня. При точке в сухую промежутки между зернами камня очень скоро забиваются плотно частицами стали и поверхность камня сглаживается; камень точит плохо и неравномерно. Этого забивания не бывает при смачивании камня. Жидкости для этого употребляются разный: вода простая, вода мыльная, керосин и оливковое масло. Чем плотнее жидкость, чем менее она подвижна, тем прочнее она сидит в углублениях между зернами, уменьшает таким образом их высоту и способствуете более тонкой точке. Поэтому на одном и том же камне с водой получается более грубое лезвие, чем с маслом. По окончании точки на каком-нибудь камне нож нужно обтереть от смазки и взвешенных в ней частиц стали и камня. Нанесение особенно частиц грубого камня на более тонкие камень или ремень мешает правильной точке, а ремень могут сделать и навсегда негодным для тонких работ. Самое лезвье обтирают через тряпку, охватывая его пальцами со стороны спинки одновременно сверху и снизу. Сложенные, покрытые тряпочкой пальцы ведут не вдоль лезвья, , что опасно в смысле пореза пальцев и загибанья лезвья, а косвенно. При этом, конечно, все лезвье можно обтереть лишь в несколько приемов.
Камни лучше оставлять после точки невытертыми, и чистить их лишь перед точкой от масла, новый камень делается лучше по мере пропитыванья его маслом. При смачивании водой камень обмывается тотчас после конца точки и сохраняется от попаданья на него жиров.
Масло для точки лучше фильтровать и хранить в стеклянной посуде, закрывающихся стеклянной шапочкой, а не пробкой, иначе на краю горлышка собирается пыль, могущая портить лезвье.
Ремень для правки берется по возможности мелко волокнистый и гладкий, используется при этом не верхняя гладкая поверхность с эпителием, а нижняя с соединительной тканью, причем стеклянной бумагой счищают слой подкожной довольно рыхлой клетчатки с толстыми волокнами до соriumaс его мелкопереплетенными тонкими волокнами. Такой ремень должен быть натянуть на деревянной колодке с равномерно пружинящей войлочной подкладкой. Есть такие ремни американского изготовленья, если верить надписи, но стоят они очень дорого, около 3 рублей. Их можно сделать самому за несколько копеек. Другие ремни, натянутые между точками прикрепленья, пружинят неравномерно, даже если

они наклеены на тонкой деревянной дощечке. 4-гранная колодка для правки, довольно распространенная, имеет ремни не пружинящее, наклеенные на дерево, и потому правит недостаточно. Наконец, можно править на ремне, один конец которого закреплен за что-либо, а другой держится левой рукой. В этом случае рукой можно регулировать степень податливости и править не давая ножу уклона. В крайнем случае можно править на брюках, на бедре, которое довольно хорошо пружинить.
В продаже существуют для смазки ремней мази, представляющая смесь наждака с. вазелином, черная более грубая, красная помельче. При этой смазке ремень до известной степени иточит; но тогда нужно скорее устранить его правящую способность, наклеить на твердую подкладку. В общем такая смазка излишни и ремень с ней представляет довольно плохой суррогат и ремня, и камня.
Лишь для правки целлулоидных бритв полезно иметь такой ремень, смазанный красной мазью и наклеенный на довольно твердую или совсем твердую подкладку, на тонкую или толстую деревянную дощечку.
Мне остается сказать несколько подробнее о точке различных родов инструментов. Там, где от лезвья требуется лишь прочность, а работа грубая, оно точится по возможности круто. В технике инструменты, строгающее и рубящие железо, точатся под углом, близким даже к прямому. Инструменты, обрабатывавшие кость, хирургические долота, зубные инструменты точатся под углом приблизительно в 60° и, конечно, не правятся. Приблизительно также же точатся ножницы на вращающемся довольно грубом камне под углом около 45 градусов; точку ножниц можно предоставить обыкновенному точильщику. При добросовестном отношенья они точат удовлетворительно, и ножницы долго не тупятся. Хирургические ножи лучше всего точить с маслом на аспиде и править на простом ремне, угол около 20—30°. О микротомных ножах сказано выше, простая бритва точится так же плоско, под углом около 15°, но правится сравнительно круто. При таких условиях она бреет безболезненно, не тянет за волосы. Она может тогда их резать лишь в том случае, если становится к ним сравнительно круто. При плоской правьте бритва может проникать в волос и резать его под очень острым углом и таким образом причинять боль.
Теперь мне остается упомянуть о сохраненья острого лезвья. При хранении в сухом виде лучше всего предохранить лезвье от возможного окисления, окунувши его в расплавленный парафин пли сало. При кипячении вместе с другими инструментами ножи легко могут ударяться о них и тупиться. Для предохраненья от этой порчи, клинки полезно обмотать ватой, или кипятить нож отдельно в пробирке на вате. Предложены даже продаются в Англии особые санки с двумя пружинными рогульками, зажимающими шейку и рукоятку ножа. Лезвие находится таким образом, на весу, как в ящике для инструментов и нож имеете санками кипятится в пробирке.
Вышеизложенное послужило материалом для нескольких лекций врачам и студентам и большею частью было напечатано в «Русском Враче 1909 г.,№ 26. Подобных указаний в литературе я до последнеговремени не мог найти, лишь в каталоге фирмы Jnga, торгующей микротомами, ножами и камнями, приводилось нисколько слов и относительно точки. Только в последнее время я узнал о работе д-ра Schefferaизучавшего тонкую структуру камней, парафиновых срезов и виды лезвия.Работа Schefferaк сожалению помещена в издании, вовсе не получающемся в русских медицинских библиотеках и, сколько я знаю, мало известна даже в Германии. Настоящая брошюра поэтому пополнена сравнительно с упомянутым сообщением на основании работы Scheffera,техническим руководством по приготовлению искусственных камней, и данных практического и преподавательского опыта. Надеюсь, что уверения лиц, побуждающих меня к. выпуску этой брошюры, оправдаются хотя отчасти и она принесет некоторую пользу товарищам, страдающим от. недостатка острых инструментов.
За указание недостатков я буду весьма благодарен.
|
Метки: заточка режущих инструментов |
Из книги Артура Мёлера «Руководство парикмахерам» 1924 год |
Из книги Артура Мёлера «Руководство парикмахерам» 1924 год
Что необходимо помнить - когда камень для заточки бритвы засалится его необходимо отмыть в бензине или другом растворителе.
Камни для заточки бритв бывают природного и искусственного происхождения (в оригинале сказано добываемые и фабричного производства). Природные или добываемые камни называют иногда пенные (мыльные), иногда гикори (гикори или хикори американский орех, похож на грецкий орех), иногда масленые. Этот природный камень добывают в Бельгии, пласты этого камня расположены глубоко под землей, этот камень находят в разломах (выходах породы на поверхность) и пещерах в этой стране. Бельгийский камень это геологическая формация получившееся из просачивающийся сквозь горную породу воды и появившееся на стенах пещеры в виде наплывов.
Бельгийский камень монолитный и двухцветный. Это потому что он выпилен из горной породы вместе с подстилающей породой. (На таких камнях переход желтого и темного слоя обычно волнистый).
Однако есть и другой вид камней, когда желтый и темный камни просто склеены между собой. Это значит, что темная часть камня была выпилена отдельно и просто используется как основание для усиления обратной стороны жёлтой или кремовой стороны камня, которая и используется для заточки.
Бельгийский камень в настоящее время менее популярен чем он был в прошлом. В основном потому что процесс заточки занимает больше времени, однако заточка на бельгийском камене дает более тонкую вытянутую кромку, чем более грубые быстроработающие камни.
Что необходимо помнить - зернистость камня можно проверить тактильно, ногтем по поверхности камня.
Темные камни известны как водные, их так же добывают в Бельгии и Германии. Это так же природные камни и бывают разной зернистости, и имеют названия - голубой, тёмно-голубой, зелёными, желто-зелёный, однако без сомнения являются лучшими камнями для начинающих, имеют очень мелкое зерно, и очень трудно переточить бритву, и ещё даёт возможность попрактиковать в заточке бритвы, без риска повредить бритву, как при работе на более грубых камнях, которые требуют больше внимания при заточке и наблюдать, как формируется режущая кромка.
Промышленные камни для заточки выпускаются разных видов. Некоторые из них сделаны с более мелким зерном, чтобы бритва затачивалась более медленно, а другие сделали средними или более грубыми, но ни один из выпускаемых искусственных камне не дает мягкой и острой заточки как природные камни.
Однако, это не следует отказывается от искусственных камней их можно успешно использовать для грубой заточки, и чтобы быстро заточить бритву, многие парикмахеры имеет комплект- один искусственный камень для быстрой грубой заточки бритвы и природный камень тонкой заточки бритвы.
Среди искусственных камней есть камень под названием Swaty,который выпускается в Австрии. Камень изготавливают из карбида кремния который также производится в Австрии, и отходив нефтеперерабатывающей промышленности. Камень выпускается под разными названиями. Я уверен что Swaty является наиболее подходящим и универсальным камнем для заточки бритв из искусственных камней.
|
Метки: камни для заточки бритв |
заточка бритв и нихон камисори часть 2 |
2. Правка бритвы после бритья.
В инструкции к немецким бритвам Ханкель и Британским бритвам Хадон написано, что даже если после бритья бритву тщательно протереть сухой тканью, то на режущей кромке бритвы всё равно останутся мельчайшие капельки воды. Если вы возьмете микроскоп и посмотрите на кромку, вы их легко найдете. Эти мельчайшие капельки так же являются причиной коррозии режущей кромки и как следствие выкрошенная кромка бритвы, поэтому компании производящие бритвы в руководствах по уходу за бритвой рекомендуют после бритья сделать один - два круга на кожаной стропе. Я нахожу эту рекомендацию очень правильной. Однако в Японии нет традиции править бритву на кожаной стропе после бритья. Поэтому я настойчиво рекомендую выполнять правку после бритья. Эта процедура поможет сохранять стойкость режущей кромки бритвы. Я пытался вытирать лезвие бритвы замшей, но только растер капельки воды по всей длине лезвия бритвы, поэтому так лучше не делать.
3. Использование горячей воды.
После удаления капелек воды с поверхности бритвы способом описанным выше, на поверхности бритвы все равно остается влага, которая является причиной черных пятен на лезвие бритвы, которые называются мыльные пятна. Предотвратить появление этих пятен можно следующим способом. Полить или опустить лезвие бритвы в горячую воду, которая соответственно нагреет лезвие и после того как вы стряхнете остатки воды с поверхности лезвия горячее лезвие бритвы испарит все остатки воды. Многие волнуются, что горячая вода скажется на твердости металла однако это напрасное волнение, можно нагреть лезвие бритвы до 100 градусов при этом твердость металла никак не изменится.
4. Антикоррозийная бумага.
В Англии, создали своего рода бумагу, обработанную определенным химическим веществом. Это химическое вещество выделяет газ, который имеет эффект замедления процессов коррозии, так что если вы храните бритву в завёрнутую в такую бумагу, она не будет ржаветь. Это химическое вещество, известно под аббревиатурой "VPI" - "Vapor Phase Inhibitor", что значит "парофазный ингибитор".
Производители немецких бритв «Пума» кладут эту бумагу в пластиковые коробочки с бритвами, я заворачиваю свои бритвы и нихон камисори в эту бумагу.
Однажды я тестировалась эту бумагу, и сделал небольшой пакетик склеив две полоски вместе и в нём хранил бритву. Прошло 2 года или около того, ржавчина не появилась. Я настоятельно рекомендую именно так хранить бритвы даже если они ежедневно используются. Лезвие камисори может быть повреждено, если камисори хранить в пакетике из такой бумаги, поэтому лучше положить полоску бумаги на дно коробочки. Тем не менее, независимо от того, насколько эффективна эта бумага, если ваша бритва хранится влажной, то будет ржаветь, поэтому обязательно всегда хорошо высушивайте бритву.
5 . Антикоррозионное масло.
В прошлом, я храня бритвы я не использовал масло и после хранения через год или около того, я взял их, и они заржавели. Можно подумать, что если смазывать клинок хорошо, то бритва будет в безопасности, но что на самом деле это не так. Независимо от того, какие масла из нашего отечественного производства, минеральные или растительные вы применяете, бритва не будет полностью защищена от коррозии.
Но у американцев есть одно хорошая вещь. Существует масло, которое имеет в составе обычный свинец, хотя по виду, обычное коричневое масло.
В последнее время это масло есть продаже и производиться в Японии. Я хотел бы, чтобы это масло использовалось для машинок стрижки волос, ножниц и т.д. Применяя это масло и упаковывая бритвы в выше упомянутой бумаге, они могут пролежать на складе три года, без ущерба.
Однако, если любые другие масла отечественного производства остаются на инструментах и вы нанесли свинцовое масло поверх других масел, ржавчина может распространяться от плохого масла. Так что очень важно тщательно очистить старое масло с перед использованием, этого нового масла.
6. Ржавчина и режущая кромка.
Если по небрежности оставить каплю воды на режущей кромке, сложить бритву и хранить её, то на режущей кромке будет развиваться ржавчина. В следующий раз, когда Вы заточите бритву, то на режущей кромке будет глубокая каверна. Режущая кромка не будет резать хорошо, и поэтому вы будете перетачивать бритву снова, но на месте где было пятно ржавчины сталь будет гнилой и режущая кромка будет в щербинках, и вы не сможете свести их легко. Многие думают, что бритва вдруг перестала держать заточку и не замечают ржавчину, и возвращают бритву как дефектную. Если бы проверили бритву под микроскопом, то быстро выяснили причину, но так как они это не сделали, они думают, что бритва не качественная.
Послесловие
Я в большом долгу перед Сакураи Киюоказу, Сайжо Тадао, Такеи Мичио, Асама Ишиматсу, Сато Юичиро, Охата Кенеичи, Юшигава Акитоши, Таками Кандзи , Такато Хидея, Асано Нагаюуки , Сано Юасутаро, Накакоджи Киеси, Мурамацу Ташиказу, Хатанака Хиорого, Като Масумичи. [Из-за особых трудностей, связанных с чтением японских имен, произношение только догадки – Джим Район] я выражаю свою скромную благодарность за их помощь.
1-й месяц, Сёва 38 [январь 1963] Касукэ Ивасаки
|
Метки: ивасаки заточка бритв |
К. Ивасаки "Заточка бритв и нихон камисори" часть 1 |
Коусукэ Ивасаки
"Заточка бритв и нихон камисори"
(Оригинальный текст К. Ивасаки 1963 года. Перевод с японского языка на английский выполнен Джимом Районом в 2011 году. Все права защищены и принадлежат Джиму Району. Английский перевод текста можно распространять по своей воле, в неизменном виде, но только в некоммерческих целях). Русский перевод только для чтения.
Часть 1. Подготовка инструментов
1. Нагура
Использование черного камня Цусима, как нагура, вместо белого, который добывается в около деревни Нагура, уезда Китаситара в префектуре Айти, является ошибочным. В продаже встречается поддельный белый нагура. Поэтому нужно покупать камни со штампом красного цвета с надписью " Тестированы: Асано" [Смотри рисунок ниже].

О нагура я осведомился у профессора Н. Асано, он был старшим преподавателем факультета парикмахеров центра профессиональной подготовки префектуры Айти и жил рядом с местом, где добывают нагура, долгое время изучал штампы на камнях нагура и был знатоком нагура.
Существуют четыре основных типа нагура: ботан (ボタン), мэдзиро (目白), тэндзё (天上) и кома (コマили 细). Ботан имеет крупные частицы, и стачивает сталь хорошо, у тэндзё и медзиро более мелкие частицы. Поскольку нагура широко используются для стачивания выкрошенной кромки, заточки затупившихся инструментов, то грубые камни нагура высоко ценятся и таким образом несколько дороже стоят. У Кома нагуры частицы мельче, чем у ботан нагуры, и стачивает сталь быстро и качественно, кома нагура широко используется при полировке мечей, так же производители клуазоне покупают эту нагуру в больших количествах, так что кома нагура даже дороже, чем ботан нагура.
Ботан нагура иногда имеют небольшие черные включения, которые называют "песчаные глазки", в процессе работы с этой нагура, Вам часто будут попадаться много острых включений, поэтому нужно быть очень осторожным, использовать только одну сторону нагура и не использовать другие стороны камня.
Нагура являются видом кварцевого туфа, образовавшегося из спрессованного вулканического пепла, и поэтому один из недостатков нагура есть то, что камни хрупкие и очень часто при работе в суспензию попадают посторонние включения. Таким образом, использование нагура с острыми углами, может привести к тому, что кусочки нагура могут отколоться и попасть на поверхность камня и могут повредить кромку бритвы которую вы затачиваете, поэтому лучше всего у камня нагура округлять все углы . Кроме того, для предотвращения попадания частиц нагура с боковых сторон камня, нужно покрыть эти стороны нагура виниловым лаком под названием “Hone Coat”.
Если вы купили ботан нагуру, тэндзё нагуру или мэдзиро нагуру, то нет объективных причин для покупки кома нагуры.
2. Томонагура
Отрежьте небольшой кусочек от точильного камня хонияма, размером со спичечный коробок. Скруглите углы, выровняйте плоскость на грубом камне. Покройте все стороны, кроме одной стороны, отрезанного кусочка камня виниловым лаком “Hone Coat”. Это и есть томонагура. В дальнейшем, Вы будете использовать этот камень для наведения суспензии на камне хонияма.
3.Точильный камень хонияма.
Точильный камень с коричневым штампом на боковой стороне камня с надписью "Марука сёухонияма" [см. рисунок ниже] относится к высшему классу [В настоящее время штамп может быть фиолетовым - Джим Район].
Желтые камни считаются лучшими, однако после испытаний заточных свойств камни красноватого оттенка, а так же синие и белые камни показали хорошие результаты заточки. После точильного камня "Марука", лучшим камнем для финишной заточки, считается камень, который добывают на горе Одзаки. Эти камни темно-серые, не особо привлекательные по внешнему виду, однако в результате заточки получается очень хорошая кромка. Цена камней Одзаки низкая, поэтому я особенно рекомендую их для начинающих.

Так же как и на нагура, на точильном камне необходимо тщательно закруглить все углы. С помощью наждачной бумаги свести все следы, оставшиеся от распиловки камня. Есть камни с фиолетовым или коричневым верхним слоем. Его нужно удалить полностью. Эта слой тверже стали, и поэтому любые фрагменты этого слоя могут нанести серьезный ущерб кромке бритвы. Полностью сгладить и выровнять все неровности нужно и на обратной стороне камня. Раньше, часто покрывали боковые стенки и обратную сторону лаком Уруси, но в настоящее время достаточно использовать виниловый лак, который быстро сохнет.
Рабочая сторона камня хонияма должна быть абсолютно плоской, если на рабочей поверхности камня будут выпуклые или вогнутые участки, вы не сможете хорошо заточить бритву. Некоторые думают, что притирка с порошками на стекле сделает рабочую поверхность камня абсолютно плоской, но если вы проверите плоскость лекальной линейкой, вы почти наверняка обнаружите, что в центре камня есть приподнятые участки. Для выравнивания поверхности камня, используйте наждачную бумагу и притирайте рабочую плоскость камня, пока она не станет идеально ровной. Раньше в мире для бритья не использовалась клинковая бритва, поэтому поверхность точильных камней не выравнивалась, но теперь это должно стать обычной практикой, как и использование наждачной бумаги, чтобы выровнять поверхность точильного камня.
4. Приспособление для правки бритв. Использование оксида хрома. Ракса. [Слово "Raxa" происходит с португальского языка, и переводится как «шерстяная ткань». По-видимому, произношение в Японии "Раша". - Джим Район]
Сделать приспособление для правки бритвы можно следующим образом, взять небольшой отрез шерстяной ткани и закрепить на небольшой деревянной дощечке. [В оригинале Ивасаки рекомендовал использовать камабоко, это небольшие деревянные дощечки, используемые в приготовлении и подачи пасты из рыбы, размером 15x5 см – Джим Район]. На это приспособление, наносится смесь воды и оксида хрома и используется для удаления заусенца, после заточки на камне хонияма. Я попытался править на деревянной дощечке или мездре кожаной стропы этим порошком, но обнаружил, что такая правка оставляла некоторые зазубрины на лезвии, поэтому такую правку лучше не использовать.
5. Правильный уход за кожаной стропой.
Полосы кожи с крупа лошади, выделанные по технологии, разработанной в Испанской провинции Кордова, называется кардован. Кожаная стропа, выделанная из шкур более молодых лошадей тоньше, по структуре лучше и мягче. Стропа из тонкой кожи в процессе использования, может быть повреждена бритвой, в виде порезов или даже вообще может быть перерезана, так для молодых, или начинающих пользователей использование строп для правки бритвы из толстой кожи предпочтительнее. Кожаная стропа толщиной (3мм) изготовлена из шкур лошадей более старшего возраста, а поры такой кожи грубее. Чем тоньше кожа тем она дешевле.
Частицы пыли оседают на стропу остаются в порах кожи, в процессе правки бритвы на поверхности остаются следы от стали бритвы, или стропа может просто загрязниться, если такое случится, то Вам необходимо убрать загрязнение наждачной бумагой. Во-первых, обработайте сухую стропу наждачной бумагой зернистостью 120 грит. Если на стропе имеются порезы, или другие дефекты, обрабатывайте стропу наждачной бумагой, пока дефекты не исчезнут полностью. Затем стропу обработайте наждачной бумагой зернистостью 240 грит и перейдите к обработке наждачной бумагой 320 грит. Затем, возьмите влажное полотенце и увлажнить стропу, и обработайте стропу наждачной бумагой 400 грит, затем 500 грит и завершите обработку стропы наждачной бумагой 600 грит. В процессе обработки наждачной бумагой стропа будет высыхать и светлеть (становиться более светлой). Когда это случится, вновь увлажните стропу полотенцем. В завершении отполируйте стропу наждачной бумагой зернистостью 800 грит. Частички абразивного материала наждачной бумаги могут отстать на поверхности стропы, внимательно протрите поверхность стропы влажным полотенцем, пока поверхность стропы не станет свободной от абразива и будет чистой и мягкой. И наконец удалите влагу с поверхности стропы с усилием натирая поверхность стропы чистой и сухой тканью в течении 10-15 минут, пока стропа полностью не высохнет. Потом, когда стропа полностью высохнет, поверхность стропы приобретёт бриллиантовый блеск, и будет отражать как зеркало.
Сделайте для себя привычкой 1-го и 15-го числа ежемесячно, увлажнять стропу и полировать наждачной бумагой зернистостью 800 грит, затем тщательно удалять остатки абразива от наждачной бумаги мокрой тканью. Затем полировать сухой тканью поверхность стропы, пока она не будет блестеть. Если выполнять эту процедуру регулярно, то поверхность стропы будет блестеть, так как будто она покрыта лаком.
Есть пользователи, которые натирают поверхность стропы мылом, с течением времени натертая мылом стропа высохнет и начинает трескаться, поэтому натирать стропу мылом ни в коем случае нельзя. Есть пользователи, которые на поверхность стропы наносят молоко или яичный белок, белки впитаются в кожу и с течением времени затвердевают и превратятся в частицы, такие же, как песок, и могу повредить режущую кромку бритвы, так что не натирайте поверхность стропы молоком или яичным белком. Некоторые пользователи выглаживают поверхность стропы бутылкой, но это может привести к тому, что стропа растянется и станет кривой, так что лучше не делать этого. Некоторые пользователи распространили идею, наносить на поверхность стропы костное масло, чтобы смягчить кожу, но очень часто наносят слишком много масла. В этом случае, Вы не сможете хорошо отполировать стропу и кожа никогда не станет глянцевой, и стропа потеряет половину своих абразивных свойств. Если Вы нанесли слишком много масла на стропу, то удалить излишки можно по методике, описанной ниже.
6. Удаление масла из стропы. Обезжиривание кожаной стропы. [Внимание! Как мне кажется, в следующем разделе некоторые процедуры очень опасны. Я не могу рекомендовать выполнять написанное, но и если вы решите попробовать, будьте осторожны – Джим Район ]
(1) Заполните бутылку из под сидра бензином. [Я не знаю, объем бутылки из под сидра в 1966 году в Японии, но я предполагаю это 500мл или 330мл- Джим Район] снимите металлические детали со стропы и погрузите стропу в бензин, пусть стропа тщательно пропитается. 5 минут достаточно. Если сразу повесить стропу, пропитанную бензином сохнуть, то она станет морщинится и деформируется. Если на следующие операции нет времени поместите стропу в воду. Бензин легковоспламеняющееся вещество, поэтому будьте осторожны с огнем.
(2) Заполните емкость водой с мылом температуры горячей ванны. Возьмите пропитанную бензином стропу и поместите его в емкость, и трите её, как вы стираете ткань. Когда вода в емкости загрязнится, вылейте её и замените новой, то же мыльной. Повторите это 10 раз. Каждый раз, должно занять около 5 минут, так что в целом это должно занять около часа.
(3) Заполните емкость чистой горячей водой и поместите стропу. Слегка потрите стропу, чтобы удалить мыло. Два повторения должно быть достаточно.
(4) Положите мокрую стропу доску (твердую плоскую поверхность). Когда стропа начнет высыхать, она будет садиться (сокращаться) и изгибаться. Чтобы это предотвратить, возьмите бутылку из под пива и раскатайте поверхность стропы, и стропа легко примет первоначальные размеры.
(5) Стропа после раскатки, будут иметь тенденцию коробиться (приобретать волнистую поверхность), или немного искривляться, что бы избежать этого поместите стропу между двумя досками и слегка прижмите и стропа будет абсолютно прямой.
(6) Оставьте стропу под гнетом между досками, на два или три дня. Не оставляйте стропу рядом с нагревательными приборами или на солнце, это приведет к тому что стропа станет жесткой (огрубеет). Когда стропа высохнет, отполируйте ее наждачной бумагой и стропа снова станет глянцевой.
7. Как смягчить жесткую стропу
(1) Заполните емкость водой и погрузите стропу без металлических частей, в воде тщательно разомните её. Выньте стропу из воды, от разминания стропа снова смягчаться.
(2) Положите мокрую стропу на твердую плоскую поверхность. Когда стропа начнет высыхать, она будет сокращаться, и коробится, возьмите бутылку из под пива и раскатывайте поверхность стропы, пока она не выровняется.
(3) Если стропа начинает приобретать волнистую поверхность, положите ее между двумя досками и слегка придавите и стропа выправится.
(4) Нанесите костное (костяное) масло на поверхность влажной стропы.
(5) Дайте высохнуть в течение двух-трех дней, и стропа должна стать мягкой.
(6) Если вы наносите слишком много масла, смочите ремень и водорастворимое костное масло будет удалено.
8. Хлопковая стропа. ["Zukku" это японское слово, от голландского слова "Zoek", что означает "паруса". На самом деле ткань не льняная или из парусины, это очень тяжелая хлопчатобумажная ткань. – Джим Район].
В последнее время много людей, которые не правят бритву на хлопковой стропе. Неправильное мнение, что хлопковая стропа может повредить режущую кромку бритвы, хорошо подготовленная хлопковая стропа может быть фантастическим инструментом. Я лично знаю двух парикмахеров, каждый из которых способен побрить одной бритвой более 1000 клиентов, без необходимости переточки бритвы и это благодаря умелому использованию хлопковой стропы. Лучше использовать хорошо подготовленную хлопковую стропу. Режущая кромка бритвы, которая не бреет после правки на кожаной стропе, часто может быть восстановлена и будет брить после правки на правильно подготовленной хлопковой стропе.
9. Подготовка хлопковой стропы.
(1) Вымойте стропу жесткой мыльной щеткой.
(2) Удалить лишнюю воду и растяните стропу на столе. Возьмите деревянный молоток и разгладьте равномерно по длине стропы помощью изогнутой стороны молотка, сглаживая все складки или изгибы.
(3) Вымойте жесткой щеткой.
(4) Вотрите в стропу косметическое мыло [Не знаю, настолько специфично, мыло - Джим Район]
(5) Разотрите пемзой для удаления из ткани узелков и ниток.
(6) Вымойте жесткой щеткой.
(7) Вотрите в стропу косметическое мыло снова.
(8) Выгладите поверхность камнем нагура.
(9) Промойте стропу.
(10) Дайте высохнуть в течение двух-трех дней.
(11) Нанесите мыльную пену с помощью кисти [возможно помазка для бритья - Джим Район]
(12) Раскатайте стропу с сильным нажимом бутылкой из под пива.
(13) Повторить пп. 11 и 12 три раза.
В процессе использованию, ремень почернеет от стали бритвы. Когда стропа почернеет, то увеличатся её полировальные свойства, поэтому я рекомендую оставлять стропу в таком виде.
Однако, если стропа потемнеет от жира или плесени, это проблема, тщательно протрите стропу масленой тканью.
10. Важность использования микроскопа.
[Этот раздел читается как своего рода реклама ... даже на японском языке, стиль сильно отличается от остального руководства - Джим Район].
К сожалению, очень часто, невооруженным глазом невозможно увидеть дефекты режущей кромки бритвы, такие как щербинки, заусенец, скруглённый подвод. Эти дефекты не видно без микроскопа, заточка, которую делали без использования микроскопа, менее совершенна. Если бы парикмахер видел эти дефекты, то сам смог, не тратя деньги, самостоятельно заточить бритву или устранить дефекты режущей кромки.
В настоящее время есть металлургический микроскоп Ленца, который доступен, для парикмахеров.
Есть микроскопы для школьников, который стоит 3000-4000 иен и имеет увеличение 300-400 крат, но линзы такого микроскопа дешевые и фокус у него слишком короткий, и вы не можете четко видеть кромку бритвы, так что эти дешевые товары мало пригодны.
Есть также микроскопы, которые имеют увеличение 50 или 80 крат, и стоят несколько сотен иен, однако хорошо видеть режущую кромку, можно лишь при увеличении 300 крат. Так что такие микроскопы так же мало пригодны.
Я в сотрудничестве с инженером Учида, менеджером по продажам Кобаяси [имена эти людей переведены произвольно, так как произношение японских имен часто двусмысленно - Джим Район], в течении последних пяти лет усовершенствовали металлургический микроскоп Ленца и уже раздали более 350 штук парикмахерам по всей стране. Парикмахеры нашли, что новые микроскопы, и так же новое оборудование, такое как УФ стерилизатор для полотенец крайне необходимы. Металлургический микроскоп, для осмотра режущей кромки бритвы, теперь доступен всем парикмахерам, когда раньше был доступен ученым. Без микроскопа ваши шансы хорошо заточить бритву будут низкие. Как вы сможете хорошо заточить режущую кромку, если вы её не видите?
Что подумают клиенты о парикмахерах, которые используют микроскоп, чтобы проверить режущую кромку бритвы? Из уст в уста будет распространяться мнение о Вас, как о хорошем парикмахере и парикмахеры, которые используют микроскоп в парикмахерских, существенно улучшат репутацию и доверие клиентов. Так что если вы купите микроскоп, поставьте его в той части парикмахерской, чтобы клиенты его видели, и иногда используя его, чтобы продемонстрировать вашим клиентам режущую кромку бритвы.
Часть 2. Основы заточки.
1. Правильные движения бритвы на камне при заточке.
В разных странах движения бритвы по рабочей поверхности камня различны. В Германии используют зигзагообразные движения, в американском руководстве для парикмахеров описаны диагональные движения. Один американский производитель в инструкции к парикмахерскому камню, рекомендует точить бритвы прямыми параллельными движениями. В Советском Союзе при заточке бритвы рекомендуют диагональные движения. В Японии используют, как прямые, так и циклические движения при заточке, есть японские парикмахерские руководства, которые учат движению бритвы на камне в виде восьмерки.
При заточке камисори, вдобавок к движениям режущей кромки от зерна и на зерно, многие рекомендуют, при заточке использовать одну руку, как и при заточке западных клинковых бритв.
Какой бы стиль Вы не использовали, в любом случае Вы поступаете правильно. Любой стиль заточки, который вы используете правильный.
2. Использование воды или масла при заточке.
Многие утверждают, что в качестве СОЖ, что при заточке лучше использовать воду, чем масло или лучше использовать воду с добавлением моющих средств, а в американских медицинских кругах используют раствор 10% глицерина в воде. Американское руководство по заточке на искусственных камнях, не рекомендует использовать смачивающие и охлаждающие жидкости вообще, это так называемая «сухая заточка». Liquid can help a Kamisori slip smoothly over the stone and help with hard honing, but in the end honing is all in the abrasive particles so either water or oil, it doesn’t really matter that much. Но, когда вы используете суспензию нагура, очень важно, удалить все абразивные частички от предыдущей нагура и это будет очень трудно сделать, если вы используете масло, и поэтому я при заточке всегда использую воду.
3. Что затачивает точильный камень хонияма или нагура?
Когда Вы точите на камне с суспензией нагура, то что затачивает камисори, свободное зерно нагуры или камень хонияма? Это вопрос, нуждается в рассмотрении. Многие думают, что затачивая бритву на плоскости точильного камня хонияма, есть ли суспензия от нагуры или её нет, бритва затачивается на точильном камне хонияма, далее нужно править бритву на стропе и можно бриться.
Это распространенная ошибка.
Если взять стеклянную пластинку и на поверхность насыпать некоторые количество порошка абразива и начать заточку. Вы спросите себя: "Это стеклянная пластинка затачивает или частицы абразива порошка? ". Каждый может ответить, на этот вопрос, точит абразивный порошок.
Таким же образом, мы видим, что когда мы делаем заточку на суспензии частиц нагура на точильном камне хонияма, то бритву затачивает, не камень хонияма, а нагура. Очень много людей точат свои бритвы не на дорогих камнях хонияма, а маленьким дешевым камнем нагура. Есть непросвещённые заточники, которые из-за ни разу, за всю свою жизнь, не точили бритвы на точильном камне хонияма. Любой аргумент против, может быть снят путем изучения режущей кромки под металлургическим микроскопом. На кромке бритвы заточенной на суспензии грубой нагуры, вы увидите, глубокие, грубые риски оставленные частицами нагура. Если тщательно смыть суспензию нагуры с поверхности камня и продолжить точить на чистом камне, вы увидите, как начнут появляться тонкие и мелкий риски.
В настоящее время есть заточники, которые скажут, что не нужна суспензия, нужно просто смазать поверхность камня маслом и точить. Это в конечном счете даст хорошую режущую кромку, но, это займет около двух или трёх часов. Особенно если затачивать твердые западные бритвы, вы никогда не сможете удалить щербинки с режущей кромки. И поскольку Вы будете точить в течение длительного времени, ваша руки просто устанут и это приведет к тому, что движения не будут постоянными. Это в свою очередь может привести к тому, что подвод бритвы станет округлым и неравномерным по всей длине бритвы.
Наши предшественники уже давно используют камни нагура для наведения суспензии, для удаления щербинок, а так же для того чтобы сделать подвод плоским, и мы не должны отказаться их опыта.
4. Использование нагуры.
В дополнение к сказанному можно добавить, что суспензия от нагуры используется при грубой и средней заточке бритвы, суспензия так же играет и другую роль: она освежает поверхность камня хонияма, обнажая свежие слои абразивных частиц. В процессе использовании, абразивное зерно на рабочей плоскости камня скругляется и камень теряет свою абразивную способность, использование нагура обнажает новые слои абразивных частиц, у которые будут острые углы. Таким образом, нагура обновляет абразивную способность камня.
Более того, если имеется камень с неровной рабочей поверхностью, использование его может привести к большим проблемам, необходимо выровнять выпуклые области на всей рабочей поверхности камня, прежде чем использовать нагура, вы должны сосредоточить свое внимание, чтобы на рабочей поверхности камня не было выпуклых частей. Особенно, это важно когда вы затачиваете камисори, в центре камня начнет образовывается углубление, поэтому до и после каждой заточки, вы должны использовать нагура вдоль каждой стороны камня, чтобы сохранить поверхность камня плоской. Точильщики которые затачивают восьмеркой центре камня, при этом способе заточки на поверхности камня будет образовывается выпуклость в центре камня, таким образом при наведении суспензии нужно сосредоточить внимание чтобы наводить суспензию нагура в центре камня.
Соответственно, когда Вы выбираете нагура, камень должен быть настолько большим, насколько это возможно. Однако, при большой площади поверхности, нагура, как правило, прилипают к поверхности камня. Чтобы избежать этого, некоторые используют гвоздь, чтобы нацарапать знак плюс (+) или особую отметку (#) на поверхности нагура, но так как камень нагура легко трескается, от углов царапин от гвоздя, могут отделиться крупные частицы и попасть в суспензию, поэтому лучше плоскость нагура не царапать. Чтобы предотвратить прилипание, можно использовать больше воды и не давить нагура при наведении суспензии. Если предстоит особо ответственная заточка можно использовать 10% раствора глицерина.
Многие заточники опрометчиво при наведении суспензии используют сильное давление, но это может привести к тому что крупные частички нагура попадут в суспензию и при заточке могут повредить режущую кромку, поэтому при наведении суспензии не давите нагурой. Вместо того чтобы использовать давление, я рекомендую просто наводить суспензию дольше по времени.
Кроме того, есть те, кто думают, что чем больше будет суспензии на поверхности камня, тем быстрее будет процесс заточки. На самом деле, если будет слишком много суспензии, она будет действовать, как подушка, и это приведет к снижению абразивной способности суспензии. Вместо этого создайте немного суспензии, и, когда это начинает теряет абразивные способности, смойте суспензию, и наведите новую с большим количеством свежих, остроконечные частицы. Повторите это по мере необходимости, и вы сможете быстро удалить щербинки.
5. Какая должна быть окружающая среда при заточке.
Пыль и песок, который свободно летает в воздухе, имеет размер 1/1000 диаметра человеческого волоса. Если хотя бы одно зерно такой пыли или песка падает на поверхность камня, когда вы точите бритву, то это может вызвать серьезные повреждения режущей кромки. Если один волос упадет на камень, это также может стать настоящей проблемой.
Когда погода хорошая, на улице в течение дня ездят автомобили, которые поднимают грязь и пыль, если вы будете выполнять заточку в это время, то хорошей режущей кромки Вы не получите. Лучшее время, для заточки, когда идет дождь, особенно в вечернее время. Через два часа после влажной уборки вашего рабочего пространства, пыль должна осесть, что это хорошее время, чтобы точить бритву. Будьте уверены, что нет никого другого способа отследить пыль и грязь. В местности, где мало дождей, точите в ванной комнате, где мало пыли, и вы можете получить хорошую режущую кромку.
6. Если сталь бритвы плохая.
Вы точите бритву уже десятый раз, но щербинки всё не стачиваются или появляются в других частях режущей кромки. Эта ситуация кажется Вам знакомой. Вы сточили щербинку у носика бритвы, и думаете "Наконец", но проверяя кромку под микроскопом, вы находите новую щербинку на середине кромки. Вы боретесь, чтобы сточить их, а они вдруг появляются опять, и вот есть новый скол у пятки. Вы точите и точите, удаляя их, а новые щербинки всё появляются.
Если это случилось, во-первых попытайтесь заточить бритву с другой нагурой. Если после замены нагуры и новые щербинки не появляются в процессе заточки, то у вас была бракованная нагура. Если щербинки или выкрошенные участки появляются снова и снова, попробуйте точить на другом камне. Если щербинки и выкрошенные участки не исчезают, значит камисори или бритва бракованные. Вам необходимо приобрести другую бритву.
Я потратил 2-3 часа заточку бритвы и не могу остановить образование щербинок, я кладу бритву на полку и беру другую бритву, и выполняю заточку бритвы, с получением великолепной кромки в течении в 30 минут.
Если Вы изучите такие дефектные изделия под микроскопом, то Вы их будете легко определять. С того времени как я начал свою карьеру кузнеца, я внимательно сортировал бритвы и я в состоянии отличить и выбраковывать бритвы с такими дефектами. Так что, если любой из моих продуктов не держит заточку, я не думаю, не будете слишком от истины, чтобы сказать, что этом виновата заточка.
Часть 3. Как точить бритву
1.Грубая заточка
Когда Вы посмотрите на кромку бритвы которая долгое время хорошо брила, Вы конечно увидите выкрошенные участки.Причиной тому грязь или пыль песчинки, возможно от пыли или грязи на лице при бритье,песчинки на поверхности стропы или иногда ткань которую Вы используете чтобы вытереть бритву.
В этом случае грубые частички нагуры ботан достаточны.Создайте суспезию из частицек нагуры ботан на точильном камне. Самые грубые частички нагуры будут издавать соответствующий звук при заточке. Эти частички великолеппно сводят большие выкрошенные участки на кромке, но для нормальной кромки такая заточка не нужна. Иногда когда Вы хорошо заточите, и думаете что свели все выкрошенные участки то если вы посморите на кромку бритвы в микроскоп вы будете шокированы увидев ещё большие выкрошенные участки.
Причина этого может быть следующая:
1. В суспензии есть очень большие частички абразва от нагуры.
2. Пыль на заточном камне.
3. Бритвы из плохой стали.
Конечно потребуется время чтобы вы поняли причину.Это также причина того что некоторые постоянно исследуют бритвы под микроскопом.
Я не знаю через какое время нагура будет пригодна к использованию потребуется время, чтобы грубые частицы сточились с камня, когода вы покупаете нагура то вам нужно купить несколько штук чтобы из них выбрать лучшую.
2. Средняя заточка
После того как Вы выполнили грубую заточку бритвы с использованием нагуры ботан, тщательно смойте суспензию с камня, тщательно вымойте руки и бритву, но это не единственная причина, когда крупные частицы нагура ботан остаются на камне. Не возможно получить хорошую режущую кромку, если камень будет загрязнен от суспензии предыдущей нагуры.
После того как Вы сделали грубую заточку на суспензии нагуры ботан, далее продолжайте на суспензии нагура тэндзё или мэдзиро. Частички суспензии от этих нагура мельче и кромка лезвия станет лучше. Однако частички абразива от тендзё нагуры сами имеют округлую форму. Когда вы закончили, помойте камень и руки, а так же бритву, как и после заточки с нагурой ботан. Некоторые заточники даже вычищают ногти после заточки, чтобы предотвратить попадание крупных частичек нагуры в более мелкую суспензию.
3.Финишная заточка.
После завершения заточки с нагура, будем затачивать на камне хонияма. Возьмите маленький камень хонияма увлажните его, и наведите им суспензию на большом камне хонияма. Маленький камень хонияма, часто называется «томонагура», но поскольку мы уже не используем нагура, а два одинаковых кусочка одного и того же финишного камня, в префектуре Окияма маленький отпиленный камень называют «парный камень» и это правильное название. Однако далее будет использоваться название томонагура.
Благодаря этому, свободные абразивные частицы камня хонияма будут на поверхности камня. Когда точите бритву или камисори режущая кромка будет лучше, чем, при заточке на нагура.
Однако если исследовать кромку под микроскопом, то по всей длине кромки вы увидите линию невероятно острых кинжальчиков пилообразной структуры. До настоящего времени утверждали, что нужно бриться таким лезвием, но последние исследования в области заточки дали иной результат, это ложная кромка или заусенец.
3.Финишная заточка.
После завершения заточки с нагура, будем затачивать на камне хонияма. Возьмите маленький камень хонияма увлажните его, и наведите им суспензию на большом камне хонияма. Маленький камень хонияма, часто называется «томонагура», но поскольку мы уже не используем нагура, а два одинаковых кусочка одного и того же финишного камня, в префектуре Окияма маленький отпиленный камень называют «парный камень» и это правильное название. Однако далее будет использоваться название томонагура.
Благодаря этому, свободные абразивные частицы камня хонияма будут на поверхности камня. Когда точите бритву или камисори режущая кромка будет лучше, чем, при заточке на нагура.
Однако если исследовать кромку под микроскопом, то по всей длине кромки вы увидите линию невероятно острых кинжальчиков пилообразной структуры. До настоящего времени утверждали, что нужно бриться таким лезвием, но последние исследования в области заточки дали иной результат, это ложная кромка или заусенец.
4. Удаление ложной кромки или заусеница.
Чтобы удалить очень маленький заусениц, который образовался при заточке на камне хонияма, вы должны затачивать на камне, у которого зерно более мелкое, чем камня хонияма. Много людей верят, что заусенец можно удалить при правке на кожаной или хлопковой стропе, но в действительности при лучшем рассмотрении этого вопроса выяснится, что это не так. В этой ситуации используется абразив для зеркальной полировки известный как оксид хрома, смешанный с водой нанесённый на ракса. Количество смеси окиси хрома в воде должно быть небольшим, чтобы шерстяная ткань сделалась слегка зеленой. Бесспорно, многие наносят на много окиси хрома, но лучше наносить немного смеси.
Размеры абразивного зерна оксида хрома мельче и лучше чем у камня хонияма и окись хрома более пригодна для удаления заусеница, который образовался при заточке на чистом камне хонияма. На подготовленном ракса правьте бритву или камисори диагональными движениями от зерна с легким давлением на кромку и сделайте 3 круга. Неопытные пользователи бритвы чрезмерно надавливают на спинку бритвы и терпят неудачу в удалении заусенца, и им приходится делать больше 6 кругов. Однако если заусенец небольшой одного или двух кругов будет достаточно.
По времени это займет не более 10-ти секунд. Если вы исследуете кромку под микроскопом, вы увидите красивое прямое лезвие по всей длине, которое удивит вас.
5. Финиш кромки.
Вымойте хонияма камень очень тщательно чистой водой, чтобы не осталось следов суспензии. Вам необходимо удалить с поверхности камня весь свободный абразив, чтобы не осталось ни одного зернышка. Очень тщательно вымойте руки и бритву.
Увлажните поверхность камня и возьмите бритву в руку. Используя только вес лезвия и очень легко сделайте движение на миллиметр или два, вдоль кромки бритвы. И никаких других движений не делайте. Есть вероятность, что движение будет слишком большим или давление на камень будет слишком большим, в таком случае вам необходимо будет переточить бритву с пункта 4. Эта техника заточки очень деликатная и необходимо много практики.
Часть 5. Основы заточки.
1. Давление на бритву при заточке.
Чтобы измерить с каким весом давите бритвой на точильный камень, положите ваш точильный камень на чашу весов в процессе заточки. Величина веса шокирует, иногда между от 4 до 7 Каnme. (kanme старая мера веса которая равна 3,75 кг). Если процесс заточки идет в бедных частных домах, то от заточки иногда трясется весь дом. Если вы будете затачивать бритву, надавливая на неё таким весом, то это может стать причиной повреждения режущей кромки бритвы. Если Вы попытаетесь побриться бритвой с такой кромкой, то бритва будет способна брить только один раз или худшем случае вы прекратите бриться, побрив при этом половину лица, а дальше будете вынуждены переточить бритву. Конечно, когда вы точите бритву, вы загрязняете пальцы рук и это очень неприятно. Такие негигиеничные вещи недопустимы в работе, поэтому многие предпочитают западные бритвы.
Однако если вы понемногу ослабите вес (давление на бритву) при заточке, можете получить великолепную кромку. Итак, затачиваете камисори уменьшая давление по следующей схеме.
1.Грубая заточка - хонияма с ботан нагурой – 16,5 кг
2.Средняя заточка - хонияма с тэндзё нагурой – 1,65 кг
3 Финишная заточка хонияма с томонагура - 165 гр
4. Удаление заусенца оксидом хрома - 165 гр
5. Финиш кромки- хонияма - вес бритвы.
Вас уже научили, что когда вы затачиваете, вы должны избегать сильного давления на бритву особенно в начале заточки, однако если на кромке, есть большие щербинки или кромка со небольшими щербинками или завалена, то заточка без давления на бритву займёт очень продолжительное время. В инструкции к Американским искусственным камням сказано, что в начале, используйте меленькое давление, но как только сформируется подвод, вообще прекратите давить на бритву. Это очень правильно.
Многие научены затачивать бритву без давления, и они предпочитают бритвы из мягких сталей. Поэтому и легко получают хорошую режущую кромку, даже когда затачивают без давления. К сожалению бритвы из мягких сталей не держат кромку так же долго, как бритвы из твердых сталей.
Чтобы вывести стойкую кромку у бритвы из твердой стали используйте следующее давление на бритву при заточке:
1. Грубая заточка - хонияма с ботан нагурой - сильное давление
2. Средняя заточка - хонияма с тэндзё нагурой - среднее давление
3. Финишная заточка хонияма с томонагура - легкое давление
4. Удаление заусенца оксидом хрома - очень легкое давление
5. Финиш кромки - хонияма - вес бритвы.
Запомните что только на финальном этапе, т.е. финиш кромки вы должны использовать давление равное весу бритвы, в начале заточки бритва должна затачиваться с давлением.
2. Длина заточного круга.
"С небольшим давлением " или "слегка увеличить давление", это легко сказать, но на практике сделать очень трудно. Заточники с небольшим опытом скажут, что это невыполнимо.
Заточники в процессе заточки понемногу длину заточного круга. Если уменьшать длину заточного круга, давление на бритву, будет мистически уменьшатся. Итак, Вы должны придерживается расстояния, которое проходит бритва по поверхности камня.
1. Грубая заточка - ботан нагура - 100 мм
2.Средняя заточка - тэндзё нагура - 100 мм
3 Финишная заточка – томонагура - 18 мм
4. Удаление заусенца оксидом хрома на дощечке ракса - 100 мм
5. Финиш кромки - хонияма - 0 мм
Даже если заточка бритвы выполняется восьмеркой, размер восьмёрки нужно уменьшать и будет уменьшаться давление на лезвие, и заусениц будет становится меньше и меньше, пока совсем не уменьшится и не исчезнет на финальной стадии заточки.
3. Время заточки.
Многие думают, что когда они точат на грубых абразивах, они должны затратить меньше времени, затем постепенно уменьшать время заточки при переходе на более тонкие камни, Однако действительность противоположна этому мнению: необходимо увеличивать время заточки при переходе на более тонкие камни. Когда ведется заточка на грубых частицах, вы не только удаляете щербинки, но и стачиваете сталь со спинки и лезвия. Время заточки для камисори и бритв должно быть следующим.
1.Грубая заточка - ботан нагура- 3-4 мин
2.Средняя заточка - тэндзё нагура- 4-5 мин
3 Финишная заточка томонагура- 5-6 мин
4. Удаление заусеница оксидом хрома на ракса- 10 сек
5. Финиш кромки - хонияма - для бритв, заделанных в Японии -10 мин, камисори, импортных бритв, бритв Ивасаки -15 мин
В конце концов, большинство могут не принимать во внимание последний этап продолжительностью 10-15 мин, но если вы будете делать так, бритва станет лучше.
Часть 5. Правка.
1. Принцып правки.
Итак, Вы уже получили хорошую кромку затачивая на камнях, однако стойкость кромки зависит от правки. Правка это витамины для бритвы или камисори. Как я уже писал, Вы не можете удалить заусениц путем правки бритвы на коже, твердая сталь может изнашиваться чем-нибудь подобным коже. (Ивасаки на самом деле имеет ввиду чем-нибудь твердым как кожа, но это кажется ошибкой, потому что кожа не твердая). Правка лезвия на английском языке "stropping" или "lapping", когда переводится на японский язык, то это звучит как "такума", что значит финальная полировка. Когда вы правите бритву с кромкой со щербинками, щербинки будут правиться или полироваться, так же как и остальная часть кромки, или если на кромке есть заусенец, то вы будете полировать острые края заусеница. Это, по сути, есть задача правки на коже. Кромка которая уже немного села после использования, может быть восстановлена путем правки на коже.
2. Как править.
Если стропа при правке бритвы провисает под режущей кромкой (смотри рисунок 1) вы быстро завалите режущую кромку, и бритва очень быстро станет тупой. Если стропа при правке бритвы провисает под спинкой бритвы (смотри рисунок 2.) режущая кромка будет двигаться по плоскости, вы получите очень острую кромку.
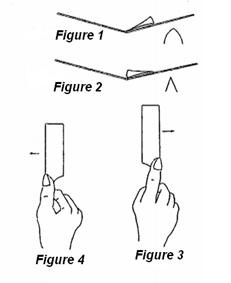
Вообще до настоящего времени камисори правили на ладони руки, если вы будете следовать принципам описанным здесь, бритва будет оставаться острой в течении длительного времени. При правке держите бритву как показано на рисунке 3 и 4. При правке вы будете переворачивать бритву много раз, но вы должны при этом сохранять положение пальцев на спинке бритвы именно таким образом.
Чтобы хорошо научиться править бритву необходимы тренировки. Возьмите кусок ткани, попросите кого-нибудь подержать один край ткани, встаньте напротив зеркала и начните править бритву, внимательно наблюдая за процессом в зеркало. Если "стропа" будет прогибаться на спинке бритвы, как это показано на рисунке то Вы всё делаете правильно.
Относительно количества кругов необходимое для правки бритвы, то достаточно сделать 20-30 кругов, но следует помнить, что нельзя давить на бритву или совершать движение слишком быстро. Если заточка проводилась только с использованием камней нагура, то может потребоваться более сильная правка бритвы, но мы затачиваем режущую кромку по способу удаления заусенца с последующий финишной заточкой. Если усилие при правке бритвы будет слишком сильным, то это иногда становится причиной появления выкрошенных участков на кромке. Итак, если стропа для правки мягкая, то расстояние за один проход бритвы по стропе должен быть равен 70 см. Если кромка бритвы становиться менее острой, то вы должны увеличить расстояние.
Если после окончания правки бритвы, бритва проходит тест на остроту и хорошо бреет, то нет причин далее продолжать правку. В кругах парикмахеров, есть привычка правки бритв после каждого бритья и это не зависит, нуждается ли бритва в правке или нет, но ведь мы не затачиваем бритву, если она острая, так мы не должны править бритву если она не нуждается в правке. Я знаю парикмахеров, кто может побрить десять клиентов без правки.
3. Хлопковая стропа.
Хлопковая стропа более грубо правит, чем стропа из кожи и править на хлопковой стропе нужно после окончания тонкой заточки на камнях и перед правкой на кожаной стропе. Если бритва не восстановила остроту после правки на кожаной стропе, то очень часто восстанавливается острота после правки на хлопковой стропе.
Часть 6. Удаление больших щербинок.
Если кромкой бритвы задеть какой-нибудь твердый предмет или бритва упадет кромкой вниз, то в результате этого режущая кромка будет сильно повреждена. Если Вы попытаетесь его сточить на грубых камнях, вы можете быстро сточить даже очень большой скол, но в результате на подводе появятся глубокие царапины и на кромке маленькие щербинки.
В этой ситуации нужно выполнить заточку с нагурой, которая известна как " Желтая нагура" частицы этой нагуры более грубые, чем у ботан нагуры. Суспензия этой нагуры быстро снимет метал и при заточке слышен характерный звук, но при заточке с этой нагурой на подводах образуются более мелкие риски чем при выполнении этой операции на грубых камнях.
После заточки на суспензии "Желтой нагура", возьмите ракса для правки с оксидом хрома и нанесите немного порошка на плоскость дощечки, частички оксида хрома могут быть любого размера и разотрите по поверхности дощечки достаточно толстым слоем, добавьте на поверхность немного воды и прилагая максимальное усилие сделайте по этому абразиву примерно 200 диагональных кругов.
Затем повторите заточку на камне с суспензией "Желтой нагура", затем возвратитесь к правке на деревянной дощечке с окисью хрома опять. Повторите этот цикл несколько раз до тех пор, пока скол не будет виден невооруженным глазом. Это может занять примерно минут 30-40. После этого выполняйте обычную заточку на камне, начиная с ботан нагура.
Часть 7. Как пользоваться западными бритвами.
В инструкции к немецким бритвам Хенкель сказано, что при бритье бритву необходимо держать под наименьшим углом по отношению к лицу. Очень похожее напечатано на упаковочных коробках английских бритв Хеддон.
В Японии обучают держать бритву под углом 45 градусов. 45 градусов по отношению к коже или щетине и это стандартное значение. В других странах при бритье рекомендуют острый угол положения бритвы при бритье.
Некоторое время назад при бритье камисори держали так же под острым углом.
Если пытаться брить под углом более 45 градусов, то кромка быстро затупится и Вы сможете побрить десять клиентов вместо 200. Итак, если нужно сохранить острой режущую кромку как можно дольше острой, держите бритву под углом как можно более равным 45 градусам.
Конечно, если бритва заточена не совсем хорошо она не будет совсем брить под острым углом и Вам придется все равно увеличивать угол при бритье. Держать бритву под углами более 45 градусов ошибочно.
Часть 8. О ржавчине.
1. Причины коррозии клинка бритвы.
Метал клинка бритвы ржавеет по двум причинам. Поскольку сухая бритва не ржавеет, то влажность это первая причина возникновения ржавчины. В воде обычно имеются растворенные газы, которые так же являются причиной возникновения ржавчины. Charcoal может выделять газ, который имеет запах, поэтому бритву нельзя хранить близко от Charcoal. Этот газ вступает в химическую реакцию с водой превращаясь в сернистую кислоту и под действием кислоты бритва очень быстро покроется коррозией. К слову, бракованный целлулоид может также стать причиной коррозии. Целлулоид содержит азотные соединения и если их будет слишком много, они будут выделятся в виде окислов азота, которые в соединении с водой вызовут коррозию бритвы. Поэтому нужно очень внимательно относиться к условиям хранения бритвы.
|
Метки: заточка опасных бритв ивасаки |
Салат Оливье по новому рецепту: Вкуснее, чем классический! |
Салат Оливье по новому рецепту: Вкуснее, чем классический!
Традиционный салат Оливье является неотъемлемым атрибутом новогоднего стола. Классический салат Оливье готовится с колбасой, либо говядиной или мясом птицы, а сегодня приготовим это блюдо по новому, не стандартному рецепту, с использованием несколько других продуктов… ![]()

|
|






