� ���� ����������� ��������� �������� ������� ���� ��������� � ��������� � ���� ������.
����������� �������, ��� ����������� ������� ����������, ������� � ���� ��� � ����� �������� ���� �� ������� ������, �� ���������� � ���� ��������� ���� ��� �������, �� ����� ������, � ����� ����� �����, �� ���������� ��� �������, � ����������� �� ���������� ��������, �� ���� � ��������� ���������� ������������� ����, ���� ����� ����������, ��������, ����� ����-������ ������� ����� ����� ������, �.�. �� ������� ������.
� ��� �� ���� ����, ��� ������, ������������ ������� ������ ������ �� ����� (������ � ������� Boride T2), ����� ����������� ��� ������� ������������ ���������� �����.
�������, � ��������, ����� ������ ������ ���, �������� � ����� ���������� �������� ��������������� �� ��������� ������ ����, ����� ���� ����� ������ � ����� �����. ������ ��� ���������, �� ��������, ����������� ������������� �������� � ������� ����� � ���, � ����� �� ����������� �����������.
��� ��������, ��� ���������� �������, ��������� ������ �������� ��������� ����� �� ����� � ��� �� ���� � ���� ��������, � ����������� �� ������� � ����� ������.
������ ��� ��������� �� ������ ������� � �� �������� �������, ����� �������, ����� ������������ ����� �������� �� 5-6 � ����� �������, �� �������, �������� �� ���������������, ����� �������� ���������, �� ������ �� ����������, ���������� ���������� ������ �� ���������������� ������� ������������ �������, � ������ - �������� ����� ����������� �������� ������ �����������, ���� �� ���� � ���� ������� ������.
�������, �������� ������ ���������� ��������� ������������ �� ����, �.�. ���������� "����" �����������, ��� ���������� ������ ����������� �������. ��� �������� ���������, ������ ��-������ �����, �������� ��� ���������� ��� ��������� �� � ������.
������, ����� ������ ����� ��������� �����������.
������� ������� ��� ����������� ����� �������� � ������������� ���������� ������ � ������ ����� �� ����������� ��������, � ������� �������� ������� ����������� ������� ��� ����������� �������������, ���������, � �������, ����� ���������� ������ ������� �������, ��� ��������� ����������, ��������, �� ������������ ���������, �� � �� �������� ������, ���, � �������, ���������� � ��������������, ������������� � ��������� ������� ����������� ������ ��� �������, �� ���������� ������ ������� ��������.
��� �� ����? ������� ������-����� ����������, ������ ���, ��� ���������, ������������, �������� ����� � ��������� ������ � �������, ��� �� ������� ����������� ������� ��������� �������� � ������.
�������� ������� �������������� ��� ������� ���� ��������� - ��� ���������� ��������� �� ��������� ����������� �� �������������� �����������.
�.�. ����������� ��������� � ������ ����� ����� � ������� ��� ����������� (�������), ��������� ����� ������, ������ ������ � ������� ��� � ���, ���������� ���������.
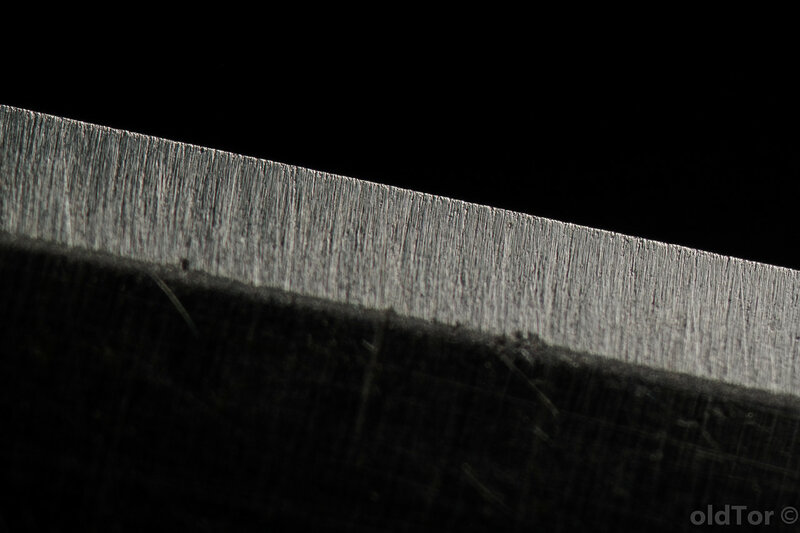
���� ��������, ��� ��������� ������������� ���������, ���������� ���� ������� � ��� ��� ���� �������, �������� ����� ������� ���������, ����������� �� ����� ��������. �������� ��� �������� �������� ������ ������. � ����� �������, ����� ���� ����� � ������ ����� �����, ��������� �������, ������������� �����. ���� �� ����������� ��, ��� � ����� �������� ���������, ����� ����������� ���������� ������� "����" �����������, �� �������������� ����� �������� � ������ �� ����������� � ������, ��� ������� ������������� ������ ������� ���������. � �������� �������, ����� �������� ������ ����� Shapton pro.
������, �������� ������� �������, ��� �������, ��������������� �������������� ��� ���������� ���� � ���� �������� �����������, � ��� ����� �� ����������� ����� ��������� ��� ��������� �� ����������� �� ������ ����� ������ ��� ����� ����� ����������� �� ������� � ��������� ����������.
������, �������, ������������ �������� ��������, � ��������� ��� ����, ��������� �� ��������� ����������� �������� � � ����������, ���� ��������� ��� ���������� ���� � ���� ������������, � ����������� �� ���������, ����� � ������ �����, ������� � ������� ����� ����������� ��������.
���������� �����������, ����� �������� �� ����� ������ �������� �������� ��� ������� �����, ������ �� � �������� ������ ��������, ������ "������� � ����� ���������" ��� "�����������", � ������ �� ����������� � ����������, ���������� ��� ������� ������. ��� ��� �������, ��������, ��������� ���������� ��� ����� ������ �������, ����� ������� �������� ��� ���������� ����������� ��� ������ ����� �������, ���, ������, ��������� ����� �������� ��� ����� ������ �������, ������ ����������� ���������� ������������� ���������� �� ��������� �����, �� ����� ������ � � �.�. ��� ����������.
�������� ������ � ������� ���, ��� ������������� ����������, ��������� ������������� �� ����� ��������� ������ �������.
�� "������� ������" ��� ��������� ������ �������, ����� �����, � �������, ����������� ��������������� ������ ����� 1000\3000 ����. ���� �������� �������� �� �� �����������, �������� ��������, ��� 3000-��� ������ �� ����� ������ ������ � ������ ���������� ���������, ����� ��� 1000-��� ������� � �������. ��� ���� ��� ����� - �� 1000-�� �������� ���������� ��� ����� ��������� ���������, � ���������� �����������, ��� ����������, �������. �� 3000-��, ������� �������������� ������ ������, ����� ���������� "���������" ����������� ����� �� ����� ������� ����� � ���, ����� ����� ���� ������ �������� �� ����� ������ ������, �� � ������� ���������� � ������� �� ����������� �����, � �������������� ��, ����������, ��������� ���������� ��������� ������ � � �������.
�� ���� �� ��������, �������, ����� ���������� ������, �� ��� ��������� �����, ������ ������ � ������ ������� ����������, �����������, �������� ������, ������������ ������, ���������� ���������, ��� ���������� ��� ������ �� ���������� ����������� - ��� ������������ �������� ������ ����������� �����, � ���������� ������ � ������������.
�� ����� ��������� ������, ����� ���������, ��������, ���������� ��������������� ���� ������� �� �������� ������, ������, �������, �������������� ������������� �������� ������ ������� ��� ��������� ����������, � ���� ���� ��������� ��������� � �������������, ������������� ���������� ������, � ���� ��� ���������� ����� �������� ���������� �� ������������ � ������, ��������� ���������� "��������" ��������� ����������� �� �������������� ������.
����� �������� ����� ��������, ����� ��������� ��� ���������� ������ ������ � ���������� �����, �� ��� �������������, �� � � ��������� �� ��� ����. ������� - ������ ������� � ��� ������� ������� ���� �������� � ������� ����������� �������� � ����������� � ����. ����������, ������������� ������� ���������� � ��������� � ��.