Фотосъёмка в ультрафиолете (продолжение) |
В продолжение поста https://www.liveinternet.ru/users/oldtor/post464898390/
Сделал пару макрофото в ультрафиолете, применив для отсечения видимого спектра светодиода 365nm другой светофильтр - ZWB2.
Сравнительные графики полосы пропускания светофильтров ZWB и ФС-1, с которым сделаны снимки в предыдущем посте:

Ну а теперь фотопримеры:
 Leaf lettuce. Macro. Fluorescence
Leaf lettuce. Macro. Fluorescence
Это листик салата. Объектив взял Vivitar-LU 50mm f3.5 от фотоувеличителя, следуя рекомендации в одной из статей по съёмке в ультрафиолете, о том, что имеет смысл применять объективы с малым количеством линзовых компонентов, для лучшего пропускания на границе видимого спектра - действительно, если бы не зажимал диафрагму до f/8 ради ГРИП, то на открытой, можно было бы использовать выдержку намного короче, вполне в рамках "обычного освещения" (впрочем, как и в случае с предыдущим примером в посте выше, также с объективом от фотоувеличителя), т.е. простенький тессар легко на открытой берёт интенсивность свечения при сравнительно небольшом расстоянии от него до матрицы камеры - конечно, я сделал HDR и постобработку, но картина не сильно отличается по яркости и контрасту от того, что можно наблюдать в реальном времени невооружённым (но защищённым от УФ-излучения) глазом.
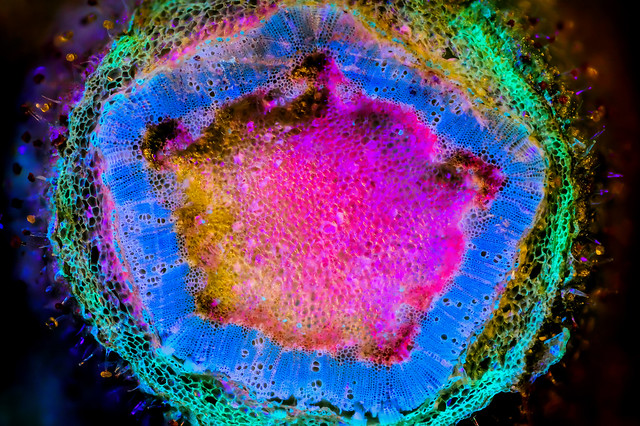
Ещё проба со светофильтром ZWB2. Стебель укропа в разрезе.
Макро с объективом Schneider Kreuznach Componon-S 50mm F/2.8 в прямом положении с макрокольцами, флуоресценция, HDR:
 The stem of the dill. Fluorescence
The stem of the dill. Fluorescence
С этим светофильтром менее контрастно, чем с ФС-1, но и зато более "спокойный" окрас, без избытка фиолетового оттенка.
Структура объекта не самая детальная вышла, но это из-за довольно скромного масштаба съёмки - тут чуть меньше, чем 2:1, так как стебель сам по себе очень толстый был - я его взял в рассчёте, что он будет медленнее вянуть под освещением, однако всё равно этот процесс был достаточно быстрым - по краям среза очень заметно..
|
Съёмка в ультрафиолете, флуоресценция, люминесценция |
Давно меня посещала идея, немного поизучать съёмку в ультрафиолете. В общем-то, в статьях в интернете, вроде бы недостатка нету, но как обычно и бывает - внятных мало.
Меня, в первую очередь интересовало это в ракурсе помощи определению и изучению абразивов, но на этом поприще я пока не продвинулся, к сожалению. Но буду пробовать и пытаться изучать вопрос. Так что пока примеры, которые я приведу - не касаются заточного дела и абразивов.
Я обратился к специальной литературе, чтобы понять для себя суть явления и как с ним быть. Собственно, хотя и полно есть восторженных статей, в частности переводных и довольно свежих, о том, как где-то кто-то "придумал такое ноу-хау в фотосъёмке буквально вчера", однако это не так - наблюдения и фотографирование в УФ давным-давно известны и применяются в исследовательских целях.
Так что начал я с прочтения инструкций к люминесцентным микроскопам и изучения специализированных статей. В частности, вполне достаточно для того, чтобы понять, как всё это работает и какие есть принципиальные варианты и методы съёмки - прочитать статью "Техника фотографирования в УФ-зоне спектра":
https://studopedia.ru/12_80273_tehnika-fotografirovaniya-v-uf-zone-spektra.html
Вот уже далее имеет смысл порыться в статьях более "общего употребления". Ещё немаловажно поискать информацию о светофильтрах, их характеристиках. Например вот:
http://elektrosteklo.ru/Elektrosteklo_Color_Glass_Spectral_Transmittance.pdf
http://istoriya-foto.ru/books/item/f00/s00/z0000018/st013.shtml
Первые мои пробы (кстати, в случае с органикой, практика показала, что имеет смысл для начала какое-то время просто освещать УФ объект съёмки, чтобы видимая флуоресценция явнее проявилась - время такой экспозиции с разными объектами различно, при съёмке срезов растений это ещё усложняется тем, как сочетается со скоростью увядания и подсыхания объекта, но приноровиться можно):
Тут перед объективом ставил на пробу ЖС-10 в качестве запирающего фильтра - при нём и люминесцирующие волокна были видны и ещё засветились жёлтые полосочки и ромбики, а также применял ОС-14 - при нём все волокна засветились оранжево-жёлтым на общей красноватой картинке, просто с разной интенсивностью, а вот при склейке - вышло то, что вышло. К слову, я ещё пробовал склеить те же кадры в Хеликоне, как стэкинг - картина в целом сходная, но там ещё проявились красноватые и желтоватые пятна более яркие, но в HDR результат мне понравился больше, получился более контрастный.
 Banknote macro. Luminescence, HDR
Banknote macro. Luminescence, HDR
В ультрафиолете + HDR. Макро с объективом Olympus OM-System Zuiko Auto-Macro 50mm f/3.5
Апельсин. Макро с объективом Olympus OM-System Zuiko Auto-Macro 50mm f/3.5
Склейка 4 кадра в HDR, видимая флуоресценция:
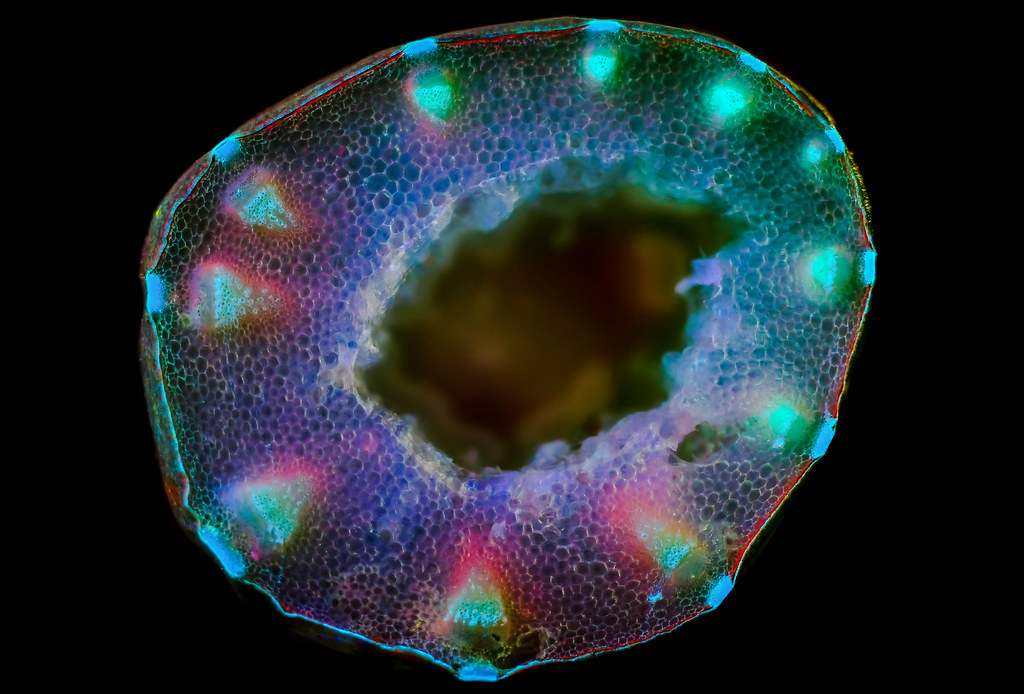
Cтебель томата в разрезе) Стэкинг, HDR, флуоресценция. Объектив Ломо 4,7х0.11 П:
 The stem of the tomato. Fluorescence
The stem of the tomato. Fluorescence
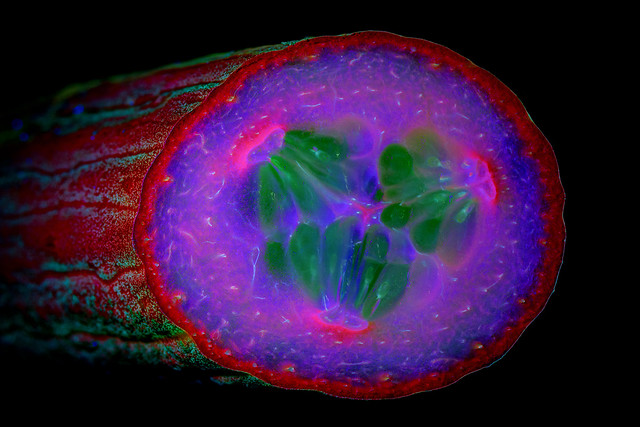
Пыльники тычинок граната. Макро с киносъёмочным объективом Ломо ОКС1-22-1 в реверсном положении, стэкинг, HDR:
 Anthers of pomegranate stamens in ultraviolet
Anthers of pomegranate stamens in ultraviolet
Ещё очень рекомендую тему о люминесценции, на специализированном форуме:
http://www.forum.shvedun.ru/viewtopic.php?f=6&t=1864
И главное - считаю необходимым об этом написать - если кто решит попробовать - в первую очередь надо позаботиться о технике безопасности и защитить зрение! Лично я пользуюсь компьютерными очками центра Фёдорова, полностью блокирующими УФ-спектр:
https://www.med-magazin.ru/shop/product/Kompyyuter...futlyare_s_salfetkoy_ArtAF023/
Эти очки, правда, маловато закрывают по площади, лучше бы что-то другое, но если соблюдать разумную осторожность, то всё в порядке.
Использую светодиод 10w с длиной волны 365 нанометров, обрезая видимый спектр диода (не полностью, конечно, но и не всегда это надо) светофильтром ФС-1. Питание, правда, у меня для него не оптимальное, слабоватое, но пока едет более подходящее - нынешнего хватает, по крайней мере его достаточно, чтобы снимать с длинными выдержками с тем же объективом Ломо 4,7х0.11 П, правда трудновато наводиться на резкость. Некоторые пробы делал и с Ломо План 10х0.22 - в принципе, при iso125 и выдержке до 20 секунд - снимать можно. Другое дело, что моя старенькая уже беззеркалка самсунг, если делать стэкинг при таких выдержках, достаточно сильно греет матрицу и под конец съёмки возрастает цифровой шум и количество горящих пикселей, но пока уж что есть, то есть.
Светофильтры покупал тут:
|
Широкоугольная насадка на объектив Raynox DCR-732 Wide Angle conversion lens 0.7x |
Некоторое время назад, решил опробовать такую редко применяемую, судя по крайне скупым примерам в интернете именно в фото, вещь, как широкоугольная насадка на объектив. По результатам найденной информации, всё-таки в основном их если всерьёз и применяют, то для видеосъёмки. Обзоры же таких девайсов для фото, обычно насыщены сожалениями о потраченных впустую деньгах, правда и речь в основном идёт о дешёвом китайском барахле, на которое не жаль потратить копейки, ради тестов. Но как и в любом деле, оценивать возможности и качество целой плеяды девайсов на основании результатов проб наиболее дешёвых и низкокачественных представителей их и\или нацепленных на абы что, без понимания, как применять - не самая лучшая идея. Потому я остановил свой выбор на достаточно уже серьёзной модели, а именно, на Raynox DCR-732 Wide Angle conversion lens 0.7x.
Разумеется, прирост дисторсии имеет место, однако важно понимать, что выраженность этого эффекта сильно зависит как от объектива с которым применять насадку, так и от дистанции фокусировки с ними выбора диафрагмы - один и тот же объектив может проявлять её больше или меньше на разных дистанциях и при разных значениях диафрагмы по-разному, и степень прироста этого явления при применении широкоугольной насадки, особенно если не брать фишай, а что-то более умеренное, также не будет одинакова.
Теперь более конкретно. Насадка сделана чисто и качественно, имеет прекрасное просветление, прироста хроматических аберраций я не заметил - они довольно хорошо исправлены. Правда, тут важно понимать, что как и в случае с применением макронасадок, степень ХА и некоторых других аберраций, находится в прямой зависимости от того, с каким именно объективом применять насадку - часто сама она некоторых аберраций не привносит, но может усилить малозаметные таковые от объектива - тут всегда некоторая лотерея в том, какая в результате получается оптическая схема и то, как происходит недо- и пере- или (при наилучшем раскладе) максимально полная компенсация аберраций в ней.
Вес насадки - субъективно кажется достаточно большим, но не чрезмерно. Качество комплектных переходников - удовлетворительное, но не более. В целом я бы сказал что цена соответствует качеству и комплектации.
Я брал её для применения с объективом Fujinon XF 35mm f/2 R WR и остался вполне доволен полученными результатами. Конечно, прирост дисторсии заметен, однако, как я уже говорил, отчасти это "заслуга" и объектива - у него она достаточно выраженная, правда хорошо правится при проявке равов, а в некоторых случаях я даже и не исправляю её - иногда мне именно дисторсия, умеренная, требуется для достижения нужного результата. Насадка несколько утрирует этот эффект, само собою, но опять-таки, "я знал на что шёл" и меня устраивает то, какой диапазон возможностей открывается при её использовании.
В качестве примеров использования приведу некоторые кадры:
Вот тут дисторсия не правилась, я хотел получить от неё определённый характер снимка:
 Small pumpkin
Small pumpkin
Да, все фото кликабельны, перейдя по клику можно посмотреть EXIF.
Следующий пример - тут тоже не правилась дисторсия, также ради моего видения этого кадра:
 Vintage
Vintage
С одной стороны, сопоставив EXIFы, можно предположить, что "значительное изменение значения диафрагмы не отразилось на явности дисторсии - снижения её не произошло", но есть нюанс - как я уже писал выше - много зависит и от дистанции фокусировки - на следующем примере, дисторсия практически незаметна, хотя тут диафрагма не f/13, как на примере выше, а f/11:
 Pomegranate and spices
Pomegranate and spices
Ещё нельзя обойти вниманием вариант применения широкоугольной насадки в связке с макронасадкой - некоторые конторы даже выпускают такие комплекты, где можно применять их либо по отдельности, либо вместе, сразу. Я попробовал применить данную широкоугольную насадку в связке с макронасадкой Raynox DCR-150, предположив, что раз они принадлежат к одной серии девайсов (DCR), то предположительно, должны неплохо "подружиться". Так и оказалось - ещё раз отмечу прекрасное качество просветления, разрешающей способности и хорошо исправленных ХА в этих насадках, и некритичные потери по свету - ясно, что добавление в оптическую схему дополнительных стёкол, всегда отражается на этом аспекте, однако чисто практически, я не ощутил каких-либо неудобств, связанных с этим.
Вот снимок, сделанный с тем же объективом и связкой насадок Raynox DCR-150 macroconversion lens + Raynox DCR-732 Wide Angle conversion lens 0.7x:
 In the evening
In the evening
В общем - я получил именно то, что хотел.
Конечно, в качестве примеров, снимки, сделанные и обработанные в определённом стиле - не самые информативные, но в общем, то о чём я говорю, тут увидеть и оценить вполне можно. Ради разнообразия, без нарочитой постобработки, приведу следующий пример, снятый такой же связкой:
 Maple leaves
Maple leaves
Ну и конечно, какой же обзор без примера на открытой диафрагме на МДФ, такой же связкой:
 Golden autumn
Golden autumn
Лично я очень доволен тем, как тут эта связка отработала - опять-таки, нужный мне характер кадра я получил.
В общем, резюмируя, я бы сказал, что свою нишу в моём арсенале оптики, эта насадка заняла, и я доволен ею.
|
Как измерить сведение клинка. Видео |
Метки: сведение клинка как измерить сведение ножа заточное дело измерительная лупа измерительный микроскоп МПБ-2 измерительная оптика oldtor заточка oldtor видео |
Сет масляных абразивов для нержавеек, высоколегированных инструменталок и обычных порошковых сталей (с ванадием до 5%) |
Метки: заточка ножей масляные камни абразивные материалы Norton oldtor заточка керамика Гриндерман бруски от grinderman заточка нержавеющих сталей |
Заточка ножа и сетки мясорубки. Видео |
|
Паллиативные методы заточки - наждачная бумага. Особенности применения и парочка лайфхаков. |
|
Керамика от Гриндермана, новая. |
Изначально написано grinderman:
Можно сказать, что ничем, если меть ввиду состав.
В коричневую керамику добавлены несколько процентов добавок, которые улучшают определенные свойства этой керамики.
Ну а коричневый цвет - это лишь следствие.
Изготавливается эта беспористая керамика из глинозема.
Размеры зерен частиц готовой шихты имеют размеры 1-3 мкм.
Содержание оксида алюминия в данном материале - не менее 96%.
У больших брусков G-225 шлифованы 4 продольные плоскости, и сформированы 4 продольные фаски.
Работа выполнена на хорошем уровне и даже очень требовательным любителям заточного дела будет трудно предъявить претензии к геометрии этих камней.
Метки: керамика гриндерман бруски от grinderman коричневая керамика заточка ножей заточка абразивные материалы |
Видео. ННТ тест после бритья опасной бритвой. Ответ диванным экспертам. |
Метки: ннт тест рез волоса опасная бритва бритьё бритва oldtor видео бритьё опасной бритвой тест на рез волоса |
ARCH ENEMY - Reason To Believe (OFFICIAL VIDEO) |
Метки: видео музыка |
Полный цикл переточки кухонника на масляных камнях с костыльком. Видео |
Метки: видео oldtor заточка oldtor видео заточка ножей заточка костыль для заточки масляные камни трамонтина |
Тест на рез волоса. Handing Hair Test (HHT). Мифы и реальность. Видео |
Метки: видео видео по заточке видео по доводке тест на рез волоса Handing Hair Test ННТ тест опасная бритва бритвы razor oldtor видео oldtor заточка |
Как правильно затачивать: "на зерно" или "от зерна". Как лучше удалять заусенец. Видео |
Метки: видео видео по заточке oldtor oldtor видео oldtor заточка |
Мягкие бруски для заточки. Вкратце об особенностях применения и их месте в сете абразивов. |
Ответы на вопросы о "чтении" микрофото заточки и оптическом контроле таковой. |
Изначально написано ivan 23 45:
Ярослав Добрый день ! Скажите пожалуйста Как понять когда вершина рк проработано как надо Ориентироваться надо когда риски от камня на котором прорабатываем кромку выйдут на рк а не когда появиться заусенец Как понять что вершина рк проработана и пора остановиться ??? может есть фото рк по которому можно ориентироваться На что стоит обращать свое внимание С Уважением Иван
Изначально написано suing:
Да, Ярослав, будьте добры подскажите можно ли это определить иначе кроме, как ногтевым или иным тестом.
К сожалению визуально мне кажется это невозможным, если мы видим только фаски т.е. имеем вид сбоку и не видим собственно РК.
можно ведь очень чисто обработать фаску дотащить рисочки до края фаски (условно до РК), но не проработать на всю глубину резания и не достичь ожидаемой на этом камне остроты - тонкости кромки.
могут ли помочь предотвратить ошибки средства контроля оптического или только руками и резом проверяется?
с уважением, иван







 Finish sharpening on Charnley Forest. Microbevel
Finish sharpening on Charnley Forest. Microbevel

Метки: оптический контроль заточки микрофото заточки oldtor заточка oldtor фото заточка режущего инструмента как оценить качество заточки |
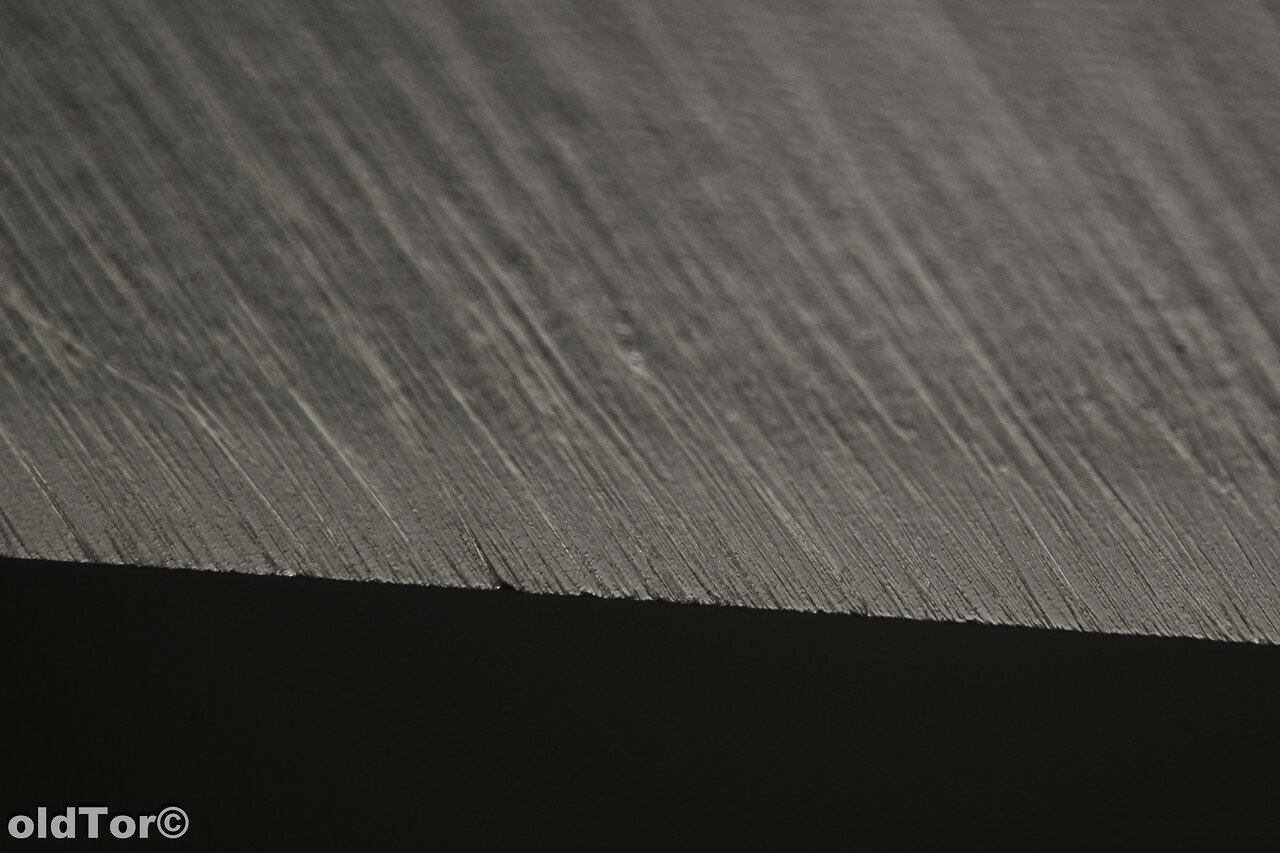
Пробы Raynox в качестве тубусной линзы под микроскопные объективы системы "бесконечность". |
 Tube Lens. Test photograph
Tube Lens. Test photograph  Tube Lens. Test photograph
Tube Lens. Test photograph Tube Lens. Test photograph
Tube Lens. Test photograph Abrasive Sandpaper Aluminium Oxide P40 (400-500чm)
Abrasive Sandpaper Aluminium Oxide P40 (400-500чm)
|
Пробы красной яшмы. |
 Red jasper honing oilstone
Red jasper honing oilstone  Red jasper honing oilstone
Red jasper honing oilstone Red jasper honing oilstone
Red jasper honing oilstone Finish sharpening on jasper. Microbevel
Finish sharpening on jasper. Microbevel
|