|
|
Сварочные инверторы – назначение и характеристикиЧетверг, 03 Октября 2025 г. 00:54 (ссылка)
 Сварочные инверторы — это современные устройства для сварки, которые стали неотъемлемой частью как бытового, так и промышленного использования. Они появились в конце XX века как альтернатива традиционным трансформаторным аппаратам, предлагая более компактные размеры, эффективность и удобство. Сегодня они широко применяются в строительстве, ремонте, автомобилестроении и даже в домашних мастерских. В статье мастер сварщик расскажет, какие бывают виды сварочных инверторов и по каким признакам их различают. Назначение  Сварочные инверторы предназначены для соединения металлических деталей путем расплавления и последующего затвердевания металла под действием электрической дуги. Они используются для ручной дуговой сварки (MMA), полуавтоматической сварки в среде защитного газа (MIG/MAG), аргонодуговой сварки (TIG) и других методов. Основное назначение — обеспечение стабильной дуги для качественного шва на различных материалах: черных и цветных металлах, нержавеющей стали, чугуне. В быту они подходят для ремонта заборов, гаражей или труб, в промышленности — для производства конструкций и оборудования. Инверторы позволяют работать в условиях нестабильного напряжения, что делает их универсальными для регионов с проблемами электроснабжения. Принцип действия  Принцип работы сварочного инвертора основан на многоступенчатом преобразовании электрического тока. Сначала переменный ток из сети (50 Гц) выпрямляется и фильтруется, становясь постоянным. Затем инверторный модуль с помощью транзисторов генерирует высокочастотный переменный ток (до 100 кГц), который проходит через компактный трансформатор, понижающий напряжение и повышающий силу тока. На выходе ток снова выпрямляется, обеспечивая стабильную дугу. Это позволяет использовать малогабаритные компоненты, в отличие от традиционных трансформаторов, работающих на низкой частоте. Регулировка осуществляется широтно-импульсной модуляцией (ШИМ), что обеспечивает точный контроль параметров. Процесс экономит энергию и минимизирует нагрев. Устройство инвертора  Сварочный инвертор состоит из нескольких ключевых блоков, заключенных в компактный корпус. Основные компоненты:
Корпус обычно металлический или пластиковый, с разъемами для кабелей массы и электрода. Вес устройства варьируется от 3 до 20 кг в зависимости от мощности. Характеристики 
Эти параметры варьируются в зависимости от модели и типа сварки. Особенности инверторной сварки  Инверторная сварка отличается стабильностью дуги, минимальным разбрызгиванием металла и возможностью работы с тонкими материалами. Она позволяет сваривать в любом положении (горизонтальном, вертикальном, потолочном) без потери качества. Особенности включают низкое энергопотребление (в 2-3 раза меньше, чем у трансформаторов), компактность для мобильности и встроенные функции для новичков, такие как автоматическая регулировка. Однако требует чистоты от пыли и правильного охлаждения. Подходит для сварки алюминия и нержавейки с использованием постоянного или переменного тока (AC/DC). Классификация 
Бытовые модели подходят для дома, профессиональные — для СТО, промышленные — для заводов. ГОСТ, сертификация и маркировка  В России сварочные инверторы подлежат сертификации по техническим регламентам Таможенного союза (ТР ТС 004/2011 для низковольтного оборудования, ТР ТС 010/2011 для машин, ТР ТС 020/2011 для электромагнитной совместимости). Обязательна декларация или сертификат соответствия. Основные ГОСТы: ГОСТ Р 51526-2012 (электромагнитная совместимость), ГОСТ 30275-96 (для ручных аппаратов), ГОСТ Р 59604.5-2021 (аттестация сварочного производства). Маркировка включает: модель, серийный номер, напряжение, ток, класс защиты (IP), знак ЕАС. Для промышленного оборудования требуется аттестация НАКС. Сертификация подтверждает безопасность и качество, маркировка наносится на корпус и упаковку. Преимущества и недостатки  Преимущества:
Недостатки:
Инверторы превосходят аналоги в эффективности, но требуют аккуратного обращения. Неисправности  Частые неисправности:
Большинство устраняется чисткой или заменой деталей, но требует диагностики специалистом. Критерии выбора  При выборе учитывайте:
Выбирайте по объему работ, для дачи — компактный, для бизнеса — мощный. Топ лучших моделей в Москве  На основе рейтингов 2025 года, доступных в Москве:
Эти модели лидируют по отзывам и продажам. Заключение Сварочные инверторы — это эволюция сварочной техники, сочетающая удобство, эффективность и качество. Они идеальны для современных задач, но требуют правильного выбора и ухода. С ростом технологий в 2025 году ожидается дальнейшее улучшение, включая интеграцию ИИ для автоматизации. Если вы новичок, начните с бытовой модели, профессионалы оценят универсальные варианты. Инверторы упрощают сварку, делая ее доступной для всех. В продолжение темы посмотрите также наш обзор Осциллятор для сварки — назначение, устройство, виды Источник
Сварочный трансформатор — устройство и принцип работыСуббота, 20 Сентября 2025 г. 09:31 (ссылка)
 Для монтажа металлоконструкций в промышленности и при проведении самостоятельного ремонта до сих пор применяют сварочный трансформатор. И хотя его неуклонно вытесняют более функциональные и недорогие инверторы, несколько устаревший агрегат остается в чести у сварщиков старой закалки. В статье мастер сварщик расскажет все, что нужно знать о сварочных трансформаторах. Немного истории  В первый раз куски металла между собой с помощью электричества соединил русский инженер Николай Бенардос в 1882 году. И запатентовал этот способ по всему миру под названием «электрогефест». Впоследствии метод неоднократно дорабатывался, оборудование усовершенствовалось, а термин упростился до «электросварки». Сварочный трансформатор – это прибор, который преобразует переменный ток, обеспечивая оптимальный уровень для сварки металлов. Для этого он понижает напряжение в сети, как от 220 В, так и 380 до необходимых 60-75 В. Назначение аппарата – ручная дуговая сварка при помощи электродов. Рассмотрим, для чего служит сварочный трансформатор и какие у него достоинства. Достоинства и недостатки  Агрегат очень широко применяется повсеместно. Эта сфера охватывает, как использование для бытовых нужд, так и промышленное эксплуатирование. Для работы на производстве требуется овладеть специальностью. Потому что технологии и способы сварки сильно отличаются из-за сложности обрабатываемых механизмов и узлов.  Поэтому сварщику приходится знать все о характеристиках металлов. Уметь делать различные швы и знать в каком случае использовать каждый из них. В бытовых целях трансформатором может легко пользоваться и новичок, без специализированных знаний. Для получения достаточно качественного шва потребуется лишь немного практики.
Минусами оборудования можно считать большие размеры и вес, затруднения в регулировке напряжения, помимо этого у него прослеживается нестабильное горение дуги и трудности в поджоге. Принцип работы сварочного трансформатора  При работе трансформаторного сварочного аппарата происходит понижение сетевого напряжения с одновременным возрастанием тока. Принцип действия основан на простом физическом процессе:
Способ регулирования сварочного тока путем изменения расстояния между обмотками основан на зависимости магнитного сопротивления сердечника от величины зазора между ними. Чем меньше промежуток, тем больше ток и наоборот. В трансформаторных сварочных аппаратах с закрепленной вторичной обмоткой магнитное сопротивление изменяют регулировкой зазора на сердечнике подвижным шунтом. Холостой ход  Когда выполняется сварка, трансформатор работает под нагрузкой. После завершения шва переходит в режим холостого хода. Однако это не означает, что на вторичной обмотке нет напряжения. ЭДС наводится за счет ответвлений от магнитного потока. Безопасной считается величина напряжения холостого хода сварочного трансформатора в пределах 48 — 70 В. При превышении обязательна установка автоматического ограничителя. Он снижает напряжение холостого хода до безопасной величины сразу после погасания дуги. Для защиты от поражения электрическим током при пробое изоляции первичной катушки корпус должен быть заземлен. Классификация  Сварочные трансформаторы считаются незаменимыми при процессе ручного и некоторых видов промышленного сваривания. В продаже встречается большое количество разновидностей данного агрегата, каждый из которых имеет свое предназначение и выполняет только определенный тип работ. По фазности напряжения в сети  Согласно особенностям регулировки сварщик может воспользоваться определенными видами оборудования:
По количеству обслуживаемых мест  Трансформатор, который используется для сварочного процесса, может предназначаться для различного числа рабочих мест. Количество постов зависит от того, сколько кабелей может присоединиться к агрегату. Согласно этому показателю сварочное оборудование делится на однопостовое и многопостовое. Однопостовый трансформатор работает только с одним рабочим местом, то есть к нему можно подсоединить единственный сварочный кабель. С аппаратами данного вида работает только один мастер. Многопостовым устройством может пользоваться команда сварщиков, состоящая из 3-6 человек. Эта особенность обуславливается тем, что к аппарату можно подключить несколько кабелей для сварки. По конструкции  У трансформаторов для сварки могут быть отличия в конструкции. Взяв во внимание особенности составных частей, оборудование можно поделить на типы:
Чем отличается трансформатор от инвертора  Современный сварочный аппарат подключается к сети переменного тока. Затем он преобразует его в постоянный. А после этого инвертирует обратно в переменный. Такая сложность нужна, чтобы получить на выходе частоту 50-80 кГц вместо обычных 50 Гц. Но это еще не все. В процессе преобразования напряжение падает до 90 вольт. Некоторые приборы могут понизить его и до 30 В. Благодаря этому сила тока может достигнуть отметки в 500 ампер. А на выходе прибор снова выпрямляет напряжение, и работа ведется на постоянном токе в режиме многотысячной пульсации. Такая операция возможна благодаря сложности устройства. Кроме понижающего трансформатора, прибор укомплектован различными фильтрами и модуляторами. В него установлены кулеры охлаждения, а также всевозможные регуляторы и датчики. Но при всей сложности схемы, она позволяет уменьшить размеры трансформатора и значительно сократить, как габариты прибора, так и его вес. К тому же электрическая дуга не теряет стабильности, а металл хорошо плавится и образует ровный шов.
А главным минусом выступает высокая цена на инверторы. К тому же прибор очень капризен. Сразу же реагирует на понижение температуры окружающей среды. А из-за сложности комплектации затрудняется ремонт, который также превращается в дорогостоящее удовольствие. На что обращать внимание при выборе  Выбирать сварочный трансформатор нужно по таким характеристикам:
Кроме технических параметров, важно подобрать сварочный трансформатор по приемлемой цене. Если не планируется сварка очень толстых металлических конструкций, вполне достаточно сравнительно недорогого бытового прибора. Популярные модели  Покупая тот или иной вариант трансформатора для сварки, потребитель должен обратить внимание на маркировку. Благодаря последней можно узнать об особенностях и назначении товара:
Если на оборудовании написана буква Г, то это значит, что процедуру можно проводить с защитными газами. При наличии буквы Ф, стоит понимать, что устройство работает с флюсовой сваркой. У – это универсальные сварочные аппараты. Помимо этого маркировка трансформатора может иметь следующие обозначения:
Если сварщик увидел на технике букву М, то ему стоит знать, что данный агрегат он может использовать для нескольких постов. Рейтинг хороших трансформаторов для сварки, которые могут использоваться для мелкой работы. Зубр ЗТС-200. Это оборудование характеризуется компактностью и маневренностью во время проведения сварочных работ. Агрегат может использоваться для сваривания деталей из низкоуглеродистого вида стали с толщиной до 6 миллиметров. Корпус прибора характеризуется надежностью, так как состоит из качественного металла. Ему свойственна выдача переменного напряжения. К преимуществам модели можно отнести высокое качество, удобство применения, доступную стоимость и безопасность. Недостатки прибора – это большой вес и быстрое нагревание. Prorab forward 180. Бюджетная модель трансформатора имеет в составе два кабеля с прищепкой, щитки, светофильтры, щетки по металлу, что оснащены шлакоустранителями. Используют модель зачастую с электродами целлюлозного и рутилового вида. К преимуществам оборудования потребители относят компактность держателя, возможность сваривать черные металлы, наличие антикоррозийного покрытия на корпусе. Минусами данной модели считается большой вес, отсутствие вспомогательного поворотника и сетевой вилки. Blue Weld Gamma 2162. Это компактное сварочное оборудование с оригинальным дизайном. Весит агрегат 16 килограммов, но благодаря наличию рукоятки его можно с легкостью переносить. Минусами этой модели можно назвать высокую стоимость, возможность использовать электроды с диаметром менее 4 миллиметров. Преимущества модели:
Профессиональными моделями, с помощью которых сварщики решают серьезные задачи, можно назвать те, что представлены ниже. ТДМ-252У2, 220/380В, CU (Кавик). Высокомощная модель сварочного аппарата способна не только резать, но и наплавливать металл. Недостатком качественного и надежного приспособления считается большой вес и возможность перемещать его только по ровному полу. Brima ТДМ1-315-1. Это промышленный вариант сварочного оборудования, который используется в слесарном цеху или ремонтной мастерской. Трансформатор способен сваривать поверхность с толщиной от 2 до 3 сантиметров. Особенности эксплуатации  После покупки сварочной техники мастер должен правильно провести регулировку тока и режима в холостом ходу. Для того чтобы обеспечить длительный период эксплуатации данному оборудованию и возможность качественно осуществлять сварку медного провода, сварщику стоит обеспечить качественное подключение трехфазного или однофазного аппарата. Не стоит забывать об аккуратности применения техники и соблюдении правил безопасности. Подключать трансформатор можно только теми кабелями, что подходят для определенной модели. Категорически запрещено осуществлять установку подобных агрегатов в помещении с высокой влажностью. Охлаждение оборудования должно быть предусмотрено заблаговременно. Во время использования трансформатора не стоит допускать его перегрева. Если был замечен какой-либо сбой в работе, стоит немедленно отключить технику от электросети. Работая с аппаратом для сварки, не стоит забывать о том, что ему требуются перерывы в процессе функционирования, так как способствуют охлаждению устройства. Несмотря на то что сварочный трансформатор – это безопасный вид техники, специалисты не рекомендуют трогать его руками в процессе варки металла. В противном случае мастер может получить удар током. Каждый раз перед началом работы нужно проверять наличие заземления и его исправность. После завершения работы оборудованию нужно дать остыть, так как сварщик может получить кожный ожог при непосредственном контакте с корпусом. Возможные неисправности  Они могут выходить из строя по нескольким причинам:
Благодаря простой конструкции трансформатор практически не подвержен неисправностям. А большинство поломок можно устранить самостоятельно, обращаться к услугам мастера не требуется. В заключении Сварочные трансформаторы используются для профессиональной и любительской сварки. С их помощью можно соединять металлические детали разной толщины. Для этого используют плавящиеся и не плавящиеся электроды. В первом случае электрод расплавляется во время работы и служит присадочным материалом. При использовании не плавящихся насадок швы заполняются расплавляемым металлом. Но для работы с ними нужен определенный навык. В продолжение темы посмотрите также наш обзор Балластный реостат — назначение, принцип работы, производители Источник
Балластный реостат — назначение, принцип работы, производителиПонедельник, 05 Августа 2025 г. 03:51 (ссылка)
 Для стабильного горения дуги необходим сварочный ток определенной величины. Поддерживать вольтамперные характеристики проще с балластным реостатом. В статье мастер сварщик расскажет, что это такое, где применяется оборудование, как устроено и работает. Что такое сварочный реостат  Сварочный реостат или балластник – это устройство, которое создает сопротивление на пути сварочного тока, за счет чего снижается сила последнего. Благодаря этому можно регулировать рабочий ток на аппаратах, где это не предусмотрено технически или штатных средств не хватает. Например, сварочный аппарат имеет минимальный ток 70 А, а нужно проварить листовую сталь сечением 0,8 мм. Если работать с силой 70 А, будут прожоги, а сам процесс наложения шва замедлится, поскольку придется варить, разрывая дугу и давая жидкому металлу остыть. Реостат решает эту проблему. Он создает дополнительное сопротивление, за счет чего рабочий ток можно снизить до 30-40 А и варить, не прерывая дугу. Это повышает производительность, сокращает количество брака, упрощает последующую обработку изделия после сварки. Где применяется балластник  Все современные сварочные инверторы способны понижать ток до 10-30 А, чего достаточно для большинства кропотливых задач по сварке. Такой низкий порог возможен благодаря использованию тиристорной и симисторной схемы, где на контакты регулятора поступает сигнал разной длительности. Он открывает полупроводник, а благодаря изменению длины сигнала происходит управление силой токах (вольт-амперной характеристикой – ВАХ). Для регулировки достаточно повернуть круглый переключатель на лицевой панели. В трансформаторах и сварочных выпрямителях сила тока изменяется другим путем. Например, в трансформаторах количество ампер на выходе зависит от расстояния между первичной и вторичной обмотками, между которыми образуется электромагнитная индукция. Закреплены они на платформах, одна из которых движется при помощи оси с резьбой. На корпусе предусмотрена рукоятка и сварщик крутит ее, чтобы сблизить или развести обмотки. Не всегда конструктивные особенности оборудования позволяют опустить силу тока до нужного значения, вот здесь и используется сварочный реостат. Еще, когда требуется перейти от сварки пластин толщиной 10 мм к сварке листового металла сечением 1 мм, понадобится уменьшить силу с 300 А до 40-50 А. Для этого придется сделать рукояткой трансформатора 20-30 оборотов на 360?. Это займет время. Если часто нужно переходить к сварке металлов разной толщины, реостат повысит производительность, поскольку с ним изменение тока трансформатора происходит за пару секунд. Изначально сварочный аппарат настраивается на максимальный ток, а все регулировка выполняются рубильниками балластника. Активно задействуются реостаты в многопостовой сварке на производствах, где от одного мощного источника тока варят сразу несколько сварщиков. К выходам аппарата подключаются держатели электродов, но поскольку у каждого сварщика свои процессы (толщина металла заготовок, пространственное положение изделия и пр.), им нужно настраивать сварочный ток по-отдельности. Для этого каждому в цепь устанавливается реостат. Устройство и принцип работы  Заводской сварочный реостат состоит из плат, собранных на нихромовых или константных лентах. Это полупроводники, обеспечивающие прохождение тока с одновременным снижением ампер за счет дополнительного сопротивления. Платы подключаются параллельно и каждая оснащена прерывателем, поэтому может свободно выводиться или добавляться в цепь. От длины ленты зависит количество ампер, на которые уменьшится ток, если включить эту плату в цепь. Большинство устройств оснащены панелями для регулировки силы тока с шагом 10-20-40-80 А. Иногда может быть отдельная плата на 5 А, чтобы точнее ступенчато понизить или повысить ток. Регуляторы выполнены в виде рычагов на передней панели. Их может быть от 5 до 10, в зависимости от модели. Вся конструкция заключена в корпус с перфорацией для вентиляции. В современных версиях может быть вентилятор для ускоренного охлаждения. Сбоку или снизу реостата есть две клеммы с диэлектрическими ручками-закрутками для последовательного подключения устройства к источнику. Обычно балластник устанавливают в цепь между сварочным аппаратом и зажимом массы. Размещать оборудование можно на полу или на столе, так, чтобы сварщику было удобно доставать до органов управления. Правила работы с реостатами  Баластник характеризуется простотой устройства и эксплуатации. Тем не менее требуется соблюдение определенных правил:
Правила распространяются на самостоятельно сделанные балластники. Требования электробезопасности при этом ужесточаются. Как настроить реостат для сварки  Чтобы настроить сварочный реостат:
Сварочные устройства подбираются по характеристикам источников тока. Например, для трансформатора на 500 А нужен балластник на 500 А. Если максимальная сила сварочного аппарата 300 А, то и реостат нужно покупать на 300 А. Это позволит выставить на трансформаторе максимальный показатель, а убавлять силу путем включения в цепь плат сопротивления. Если к сварочному аппарату на 500 А подключить балластник на 300 А, тогда обозначения над рубильниками не будут совпадать с фактическими показателями, и правильно регулировать силу тока не получится. Популярные модели  Вот несколько хороших балластников серии РБ для сварки:
Как сделать реостат своими руками  Конечно, лучше использовать надежные заводские версии, но если нужно срочно что-то приварить, а сила тока аппарата высокая, можно сделать сварочный реостат своими руками. Для этого понадобится сталистая пружина из ленты или толстая шина из меди. Подойдет сечение медного проводника 8-12 мм. Намотайте медь на цилиндр витками с расстоянием 1 см друг от друга. На одном конце предусмотрите отверстие для болтового соединения с кабелем, идущим от сварочного аппарата. На проводе от электрододержателя сделайте зажим, которым будете цепляться за витки пружины. Перестановкой зажима регулируется величина сопротивления. Чем дальше зажим от конца с кабелем, подключенным к сварочному аппарату, тем меньше сила тока. Для одного-двух швов пружину сопротивления можно положить на землю или бетонный пол. Но для более продолжительного использования лучше сделать диэлектрическое основание, защищающее от передачи тока или нагрева. Пружина может раскаляться до красна и ее соприкосновение с деревом, резиной или пластиком способно привести к возгоранию материалов. Сразу убирать на стеллаж такое приспособление нельзя – необходимо дать время ему остыть. В идеале лучше смастерить защитный кожух из листового железа, но это потребует времени, сил и дополнительных затрат, поэтому проще купить готовый реостат для сварки.
Сварка MIG-MAG — что это такое и где она применяетсяПонедельник, 06 Мая 2025 г. 01:04 (ссылка)
 В зависимости от материала или специфики изделий мастера выбирают различные методы сварки, например, ММА — ручная дуговая сварка штучными электродами с покрытием, или TIG — аргонная ручная сварка вольфрамовыми неплавящимися электродами с защитным газом (аргоном). Однако наибольшее распространение получила MIG-MAG сварка. В статье мастер сварщик расскажет, что это за сварка, где она применяется и в чем заключаются преимущества метода. Что такое MIG-MAG сварка  Сегодня среди разных видов дуговой сварки технология MIG/MAG сварки становится все более популярной. Причиной тому служит высокая производительность и качественный результат при довольно простой автоматизации процесса. Принцип сварки типа MIG-MAG достаточно прост. Проволока во время работы подается через сварочный пистолет в зону сварки. Ее плавление в свою очередь происходит от тепла дуги. Помимо того, что проволока играет роль токопроводящего электрода, она еще является присадочным материалом. Сама зона сварки (сварочная ванна, зона дуги и электрод) защищены потоком газа. 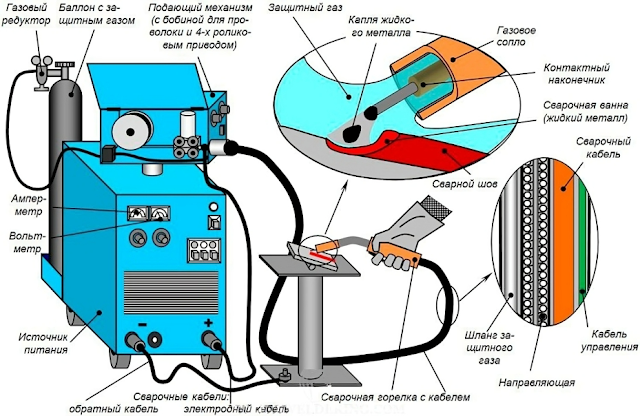 В зависимости от типа газовой защиты различают сварку в инертных газах:
Полуавтомат избавляет сварщика от ручной подачи присадочного материала и необходимости постоянной замены электрода в горелке. Нужно лишь установить необходимые параметры, а затем, удерживая необходимое расстояние до поверхности изделия, осуществлять движение вдоль линии стыка. Области применения  Изначально полуавтоматическая сварка была разработана для работы с алюминием, однако позже технология была усовершенствована. Сегодня MIG/MAG процесс широко распространен, так как справляется с задачей по соединению большого спектра металлов: стали, в том числе и нержавеющие, алюминий и его сплавы и др. Основными сферами приминения являются машиностроение, производство автомобилей, рельсовых транспортных средств, а также локомотивов. Не обходится без сварки судостроение и мостостроение. Применима она и при возведении различных конструкций из стали, в производстве кранов, бурильных установок и силовой техники. Нужна она и на заводах по производству металлоконструкций и металлических изделий. Реже данный вид сварки используется в приборостроении, трубопроводном производстве, где предпочтительна сварка основными стержневыми электродами. Помимо промышленности MIG-MAG не редкость и в мастерских, таких как слесарные или по ремонту автомобилей. Оборудование 
Кроме того, полуавтомат может быть оснащен дополнительными опциями:
В качестве источника питания для полуавтоматической сварки используются сварочные выпрямители или инверторы. Первые дешевле, но обладают значительными габаритами и ограничены в регулировке тока. Как правило, они используются на крупных производствах. Инверторные полуавтоматы значительно более легкие и компактные. При этом они позволяют получать значения тока для разных режимов работы и оснащены автоматической регулировкой индуктивности. Кроме того, только инверторы способны формировать переменный ток, который необходим для сварки сплавов алюминия и магния. Механизм подачи проволоки обеспечивает стабильную скорость ее поступления в зону дуги и плавную регулировку. Подающий механизм состоит из электродвигателя, редуктора, подающих и прижимных роликов, катушки с проволокой и тормозного устройства. Механизмы подачи могут быть 2- или 4-роликовые. Последние предназначены для проволоки большого диаметра или порошкового типа. Важную роль играет и сварочная горелка. Именно через нее подают изолирующий поверхность газ и проволоку. Для координации процесса можно применять кнопку. Часто пистолет входит в базовый комплект сварочного полуавтомата. Покупая сварочную горелку, надо учитывать интенсивность ее применения. Стоимость таких изделий может варьироваться.  Внимание при выборе уделяют:
Создание четкого потока газов обеспечивают сменяемые сопла. При помощи узкого сопла можно отлично варить металл в труднодоступных точках. Широкие изделия универсальнее и пригодны для большинства видов работ. Что касается «гусаков» либо «шеек», то это неофициальные названия мундштуков. Такие удлинители помогают комфортнее держать пистолет, избегая его чрезмерного наклона.  Стоит также обратить внимание на ролики подачи проволоки. Они используются во встроенных и выносных решениях одинаково эффективно. При значительной интенсивности сварочных работ ролики постепенно изнашиваются. Материал будет проскальзывать, потому неизбежны будут рывки, замедления.  При смене диаметра проволоки требуется менять силу прижатия подающих роликов. Газовое оборудование составляют:
Газовый шланг подключается к подающему механизму. Далее газ через шланг-пакет поступает в сварочную горелку. Расходные материалы  Присадочная проволока-электрод — важнейший компонент MIG/MAG. Химический состав присадки должен быть идентичен составу свариваемых металлов. Она должна иметь ту же температуру плавления или немного ниже. Важно, чтобы проволока подавалась равномерно и имела хороший контакт с наконечником горелки. При этом ее диаметр должен соответствовать толщине свариваемого металла. Поэтому эти «непрерывные электроды» изготавливаются из различных сплавов и отличаются диаметром.  Существует сварочная проволока сплошного сечения и порошковая. Чаще используются разные виды сплошной стальной проволоки. Но в некоторых случаях целесообразно применение порошковой. Она выпускается в двух видах: для сварки в защитных газах и самозащитная. Последняя может использоваться без газовой среды, что удобно при работе на высоте и на открытом пространстве. Но при выборе аппарата надо помнить, что не все полуавтоматы могут работать с разными типами проволоки. 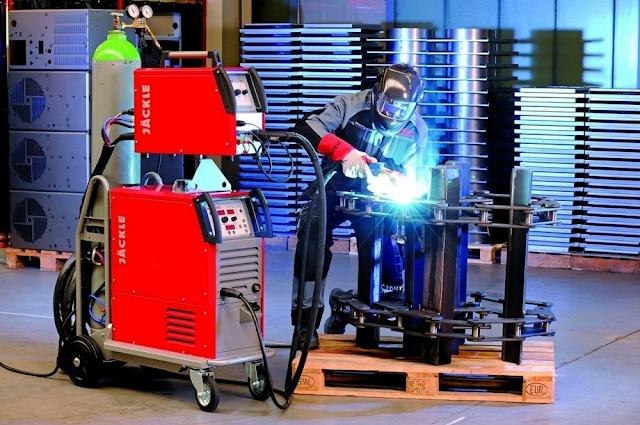 Для улучшения процесса сварки и качества сварного шва используют газ и газовые смеси:
 На выбор могут влиять разные факторы — от личных предпочтений до материальных обстоятельств. Покупая сварочный полуавтомат, нужно хорошо обдумать предстоящие задачи и учесть соответствующие параметры техники. Мощность От мощности источника зависят его возможности: изделия какой толщины он может сваривать и какая величина сварочного тока характерна для устройства. Также важно учитывать напряжение в электросети, от которой будет работать сварочный инвертор (сильные колебания в сети влияют на качество сварки). Для сети 220 В подойдут аппараты мощностью до 250 А. Более мощный агрегат потребует трехфазную сеть 380 В. Чтобы не зависеть от этого параметра, можно рассматривать модели комбинированного типа с возможностью переключения с 220 В на 380 В. Продолжительность включения Продолжительность включения аппарата — или ПВ — это чрезвычайно важный параметр, демонстрирующий, как долго источник тока может непрерывно работать за один сварочный цикл при заданной силе тока. Иными словами, какое аппарату требуется соотношение работы и отдыха. Разберем подробно. Например, аппарат полуавтоматический СВАРОГ REAL MIG 200 характеризуется следующими параметрами, которые отражены в карточке товара. 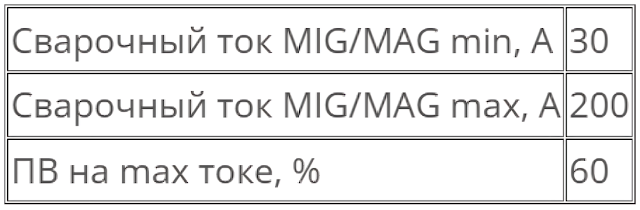 Информация в таблице позволяет заключить, что ПВ 60% — 200 А. Что это означает? Это означает, что полуавтоматы СВАРОГ REAL MIG 200 при работе на максимальном токе, равном 200 ампер, будут характеризоваться продолжительностью включения 60%; то есть 60% от цикла аппарат может работать и 40% — отдыхать. За один цикл принимают 10 минут, поэтому аппарату СВАРОГ REAL MIG 200 при работе на максимальном токе можно 6 минут работать и 4 минуты отдыхать. Возможность синергетической настройки параметров Аппарат полуавтоматический с синергетическим управлением обеспечивает быструю и точную настройку оборудования — с таким помощником полуавтоматическая сварка станет еще проще. Оператор выставляет информацию о типе защитного газа, материале и диаметре проволоки. Далее сварщик изменяет режим сварки выставлением скорости подачи проволоки, напряжение полуавтоматы подбирают автоматически. Наличие специальных функций (программ) Наличие у аппарата различных дополнительных опций значительно упрощает рабочий процесс. Например, функция «Горячий старт» и функция заварки кратера позволяют сократить количество дефектов, программа для сварки корня шва помогает получить качественный корень шва. Увеличение скорости работы, снижение разбрызгивания, отображение значений параметров непосредственно в точке сварки — все эти функции обращают на себя внимание покупателей. Существует еще множество других функций и программ, благодаря которым полуавтоматическая сварка становится более простой и адаптированной для решения Ваших задач. Стоит учитывать, что терминология может вызвать затруднения, так как название одной и той же сварочной функции у разных брендов может отличаться. Мировые производители оборудования постоянно находятся в поиске новых решений, чтобы одновременно упростить работу и повысить производительность сварочных процессов. По этой причине арсенал технологий постоянно пополняется новыми уникальными функциями. Доступность импульсного режима Наличием импульсного режима может похвастаться не каждый сварочный аппарат, поэтому его наличие является конкурентным преимуществом, если вы подбираете оборудование, например, для соединения тонколистового металла. Благодаря этой опции полуавтоматическая сварка может производиться в любом пространственном положении. Импульсный режим обеспечивает контролируемый перенос капли расплавленного присадочного материала в сварочную ванну, чем гарантирует минимальное разбрызгивание. Производители  Лидирующие позиции на рынке занимают мировые производители оборудования такие, как шведский ESAB, американский Lincoln Electric, немецкие EWM и Fubag, итальянский BlueWeld, а также отечественные поставщики: КЕДР и СВАРОГ.  За немногими исключениями, сварка MIG/MAG выполняется постоянным током, причем положительный полюс источника тока находится на электроде, а отрицательный – на заготовке. При использовании некоторых видов порошковой проволоки сварка выполняется с обратной полярностью. В последнее время для некоторых специальных задач, например, для сварки MIG очень тонких алюминиевых листов, применяется также переменный ток. 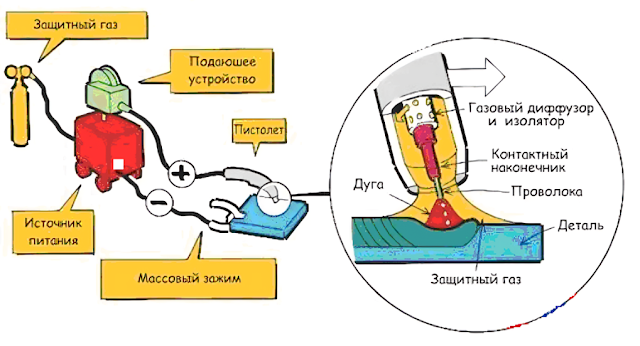 После нажатия выключателя горелки проволочный электрод приходит в движение с заранее выбранной скоростью. Одновременно через токовое реле на него подается ток, и начинается истечение защитного газа. При касании поверхности заготовки происходит короткое замыкание. Из-за высокой плотности тока на конце электрода материал в точке касания начинает испаряться, и зажигается сварочная дуга.  При высокой скорости подачи проволоки сварочная дуга, первое время очень слабая, может снова погаснуть из-за давления материала проволоки, и зажигание может оказаться успешным лишь со второй или третьей попытки. Поэтому зажигание лучше выполнять с пониженной скоростью подачи проволоки и лишь после того, как сварочная дуга будет гореть стабильно, переключиться на нормальную скорость подачи проволоки. Современные системы сварки MIG/MAG предлагают возможность настроить пониженную скорость. Зажигание должно выполняться только в пределах шва и в таких точках, на которые можно в ближайшие секунды наплавить металл. Если точки зажигания не заварить сразу, из-за высокой скорости остывания такие точечно нагретые места могут стать центрами образования трещин. Горелка наклоняется в направлении сварки на 10-20°, и ее можно вести как углом назад, так и углом вперед. Расстояние до заготовки должно быть таким, чтобы свободный конец проволоки, т. е. расстояние между нижней кромкой контактного наконечника и точкой касания сварочной дуги, составлял примерно 10-12 диаметров проволоки [мм]. При слишком сильном наклоне горелки существует опасность втягивания воздуха в струю защитного газа. 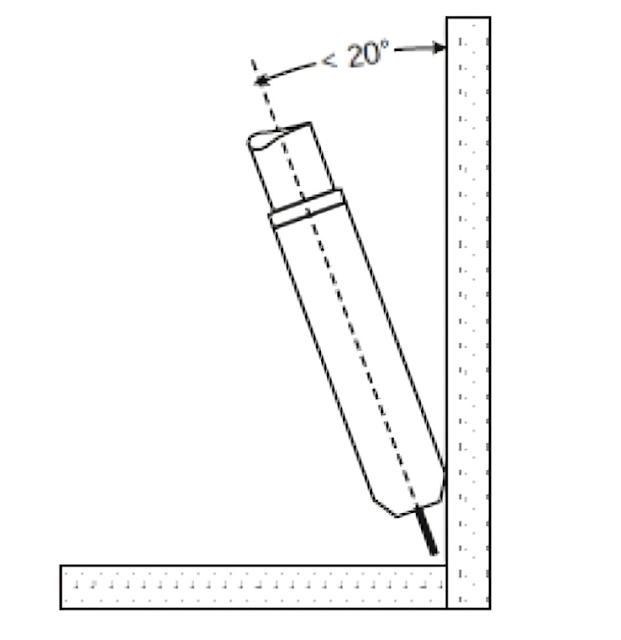 Ведение углом вперед как правило применяют при сварке с массивной проволокой, а углом назад – шлакообразующей порошковой проволокой. На толстых листах существует опасность возникновения непроваров из-за утекающего наплавляемого металла. Непровары из-за утекающего наплавляемого металла могут возникать также и в других положениях, если сварка ведется с меньшей скоростью. Поэтому следует избегать широких маятниковых движений.  В конце шва не следует резко выключать сварочную дугу и отводить горелку от кратера. Особенно на толстых листах, где в объемных валиках могут возникать глубокие кратеры на конце шва, лучше медленно отвести дугу от ванны или, если применяемая система это позволяет, настроить программу заполнения кратера в конце шва. На большинстве систем можно также настроить время завершающей подачи защитного газа, чтобы последний участок еще жидкого наплавляемого металла мог застыть под защитой газа. Однако это имеет смысл, только если горелка еще некоторое время остается на конце шва. В продолжение темы посмотрите также наш обзор Какой сварочный инвертор лучше выбрать для дачи и дома Источник
|
|
|
LiveInternet.Ru |
Ссылки: на главную|почта|знакомства|одноклассники|фото|открытки|тесты|чат О проекте: помощь|контакты|разместить рекламу|версия для pda |