|
|
Непровар сварного шва — причины дефекта и как его избежатьЧетверг, 20 Марта 2025 г. 04:35 (ссылка)
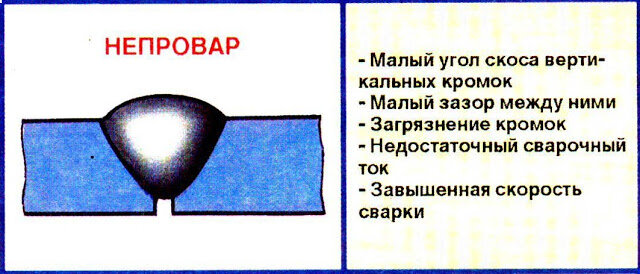
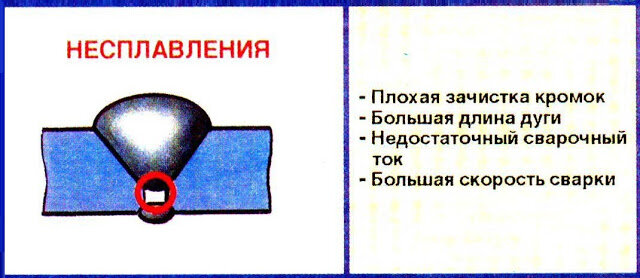
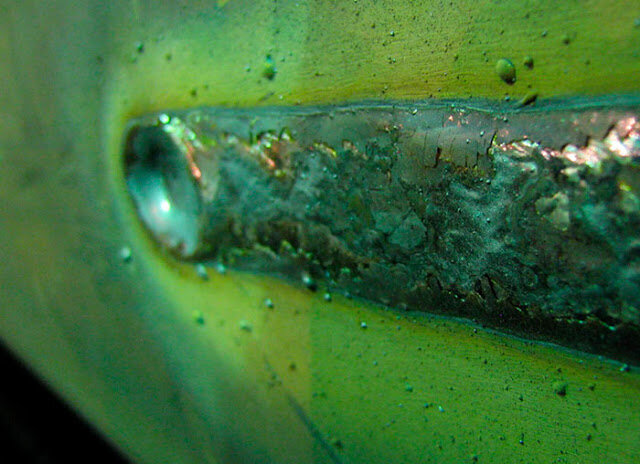
 К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований, которые уменьшают прочность и эксплуатационную надежность сварных соединений и могут привести к разрушению всей конструкции. В статье мастер сварщик расскажет о причинах появления непровара сворного шва на разных этапах работ и способах борьбы с ним. Причины  Непровар (неполный провар) — это дефект сварки, характеризующий как полное или частичное отсутствие сплавления на границе основного и наплавленного металла, а также на границе сечения сварочных валиков при многослойной сварке.  Проблема образуются:
Причины образования:
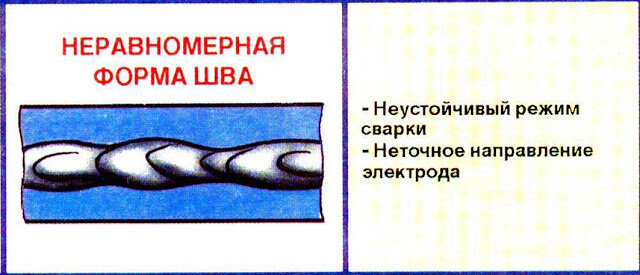
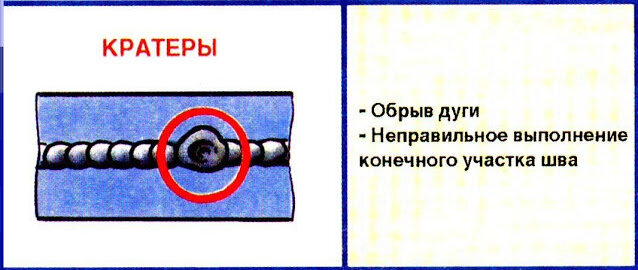
Предупреждение и устранение  Недостаток тепла  Низкое напряжение и неправильно выставленные параметры сварочного аппарата часто служат причиной появления непровара, когда не обеспечивается образование достаточного количества тепла для полноценного проплавления. Если такой дефект сварки возникает в конце сварного шва или в его начале, то это свидетельствует о снижении глубины провара и о нестабильности теплового процесса. Вызвать непровар может чрезмерно быстрое перемещение электрода. Кромки, при высокой скорости сварки не успевают расплавиться. В конечном итоге форма и очертания шва не будут полностью совпадать с формой разделки. Неправильная последовательность сварки при многослойном наложении сварочных швов также провоцирует непровар. Если полностью не убрать шлак между отдельными слоями, Вы гарантированно получите такой дефект и непрочный сварной шов. Тугоплавкие оксиды  Если ошибиться с режимом сварки, можно создать условия, при которых шлаки и оксиды не успеют выйти на поверхность в процессе остывания. В таком случае они остаются внутри металла, создавая неметаллические включения, и по аналогии с газовыми включениями создают недопустимую пористость. Этим дефектом особенно грешат легированные стали. Неправильное положение электрода Большое значение для получения хорошо проваренного шва имеет угол наклона электрода и равномерное ведение его по шву. Кроме этого, элекрод необходимо вести строго по линии шва. В противном случае произойдет уход электрода от оси стыка и неравномерный прогрев свариваемых кромок. Результатом станет непровар одной из кромок. При сварке угловых швов необходимо также придерживаться рекомендованных углов наклона электрода:  При сварке в симметричную «лодочку» электрод ведут под углом в 45 градусов. Линия электрода как бы становится биссектрисой свариваемого угла. Несимметричная лодочка варится под углами 30 и 60 градусов. Иногда к неправильному углу ведения электрода добавляется увеличенный диаметр электрода или другая полярность, что увеличивает вероятность попадания шлака между кромками. Некачественная подготовка стыков  Хорошо подготовленные, очищенные края свариваемых деталей являются неотъемлемой частью совершенной сварки. Если соединимые части детали не выровнять в одной плоскости, в корневой зоне сварного шва происходят негативные изменения в виде непровара. Слишком малый зазор между свариваемыми кромками, перекосы и банальное смещение провоцируют такой дефект. Поэтому требуется понимать какой тип разделки использовать, соблюдать геометрические размеры кромок, делать соответствующее притупление (при надобности). Не забывайте о необходимости обезжиривать и удалять следы от загрязнений, краску, ржавчину, окалину. Правильное напряжение и индуктивность  Одной из самых главных причин, из-за которой появляется непровар является неправильный режим сварки. Неопытность сварщика, нарушения и ошибки при настройке сварочного оборудования проявляются в маленькой силе сварочного тока для этой толщины или вида свариваемого металла. Сварка постоянным током может сопровождаться нестабильностью и отклонениями дуги впоследствии влияния магнитных полей, возникающих из-за неумеренной индукции. Кроме того, под воздействием электромагнитного давления, окисные пленки частично остаются на поверхности кромок, препятствуя их полноценному провару. Для уменьшения вероятности возникновения непровара и разбрызгивания расплавленного металла необходимо сжимающее усилие. Оно появляется в проводнике во время короткого замыкания при MIG / MAG сварке. Для минимизации таких дефектов требуется соответствующая корректировка параметров напряжения и введение регулируемой индуктивности в источник сварочного тока. Кроме того, работа старого или неисправного сварочного оборудования ведет к перепадам силы тока и напряжения сварочной дуги при сварке. Устранение дефектов этого вида обычно происходит путем повышения мощности сварочной дуги, уменьшением длины дуги и увеличением её динамики. Чтобы выявить и устранить дефект сначала проводят предварительный осмотр, а после внутренний контроль. При необходимости возможно полное удаление дефектных участков швов с непроваром. Их зачищают и подготавливают к повторной сварке. В продолжение темы посмотрите также наш обзор Сварка оцинкованных труб — способы сварки и выбор сварочных материалов Источник
Коррозия сварного шва — причины дефекта и методы защитыПонедельник, 11 Марта 2025 г. 00:40 (ссылка)
Технология сварки - один из наиболее эффективных и экономичных методов соединения деталей из металла, который применяется в строительстве, приборо- и машиностроении, энергетике, транспортной отрасли и других областях народного хозяйства. Коррозия сварных швов может стать серьезной проблемой, снижающей качество производства и срок эксплуатации металлоконструкций. Она может возникнуть в местах соединений металлоконструкций, созданных разными методами сварки, вне зависимости от используемого аппарата. В статье мастер сварщик расскажет о причинах её появления и методах защиты швов от коррозии. Причины коррозии сварных швов  Коррозионные разрушения на стыках трубопроводов не отличаются от общей специфики разрушения металла.  Есть несколько основных причин появления коррозии сварных швов:
Коррозийное поражение приводит к деформации шва, нарушает прочность соединения, грозит потерей основных функций и полным разрушением конструкции. Виды коррозии сварных швов  В справочниках и открытых источниках выделяют несколько видов коррозии:
Чтобы остановить поражение, необходимо провести антикоррозийную обработку для защиты сварочного шва в течение первых 2-3 дней после сварки. Как защитить сварочный шов от коррозии  Существует несколько способов защитить сварной шов от преждевременной коррозии и продлить срок эксплуатации изделия. Ниже подробно описали варианты:
Дефекты сварных швов — виды, методы контроля и устраненияВоскресенье, 17 Сентября 2023 г. 19:42 (ссылка)







|
|
|
LiveInternet.Ru |
Ссылки: на главную|почта|знакомства|одноклассники|фото|открытки|тесты|чат О проекте: помощь|контакты|разместить рекламу|версия для pda |

