|
 Антон_Росляков
Понедельник, 25 Ноября 2025 г. 00:41 (ссылка) Антон_Росляков
Понедельник, 25 Ноября 2025 г. 00:41 (ссылка)
Плазмотрон — это специализированное устройство, предназначенное для генерации плазмы. В статье мастер сварщик расскажет о принципе его работы и конструкции.
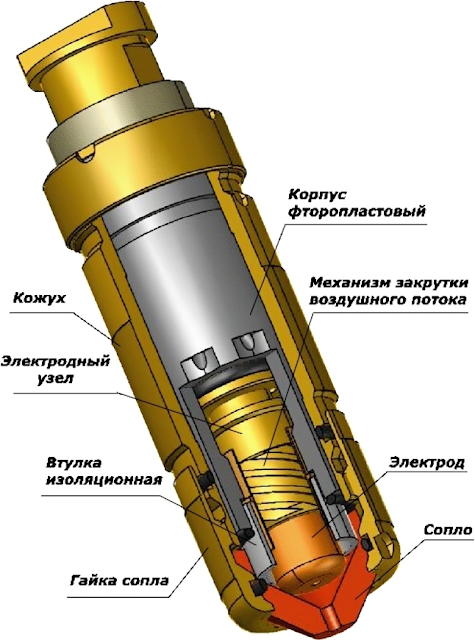
Устройство плазмотрона представляет собой сложную конструкцию, сочетающую электрические, газовые и механические элементы для формирования и стабилизации плазменной дуги.
Основные компоненты включают:
Электрод (катод). Центральный элемент, обычно выполнен из вольфрама с вставками из циркония или гафния для повышения термоэлектронной эмиссии. Это позволяет эффективно испускать электроны при высоких температурах. Электрод может быть трубчатым (холодным) для больших токов и окислительных сред или торцевым (горячим) для инертных газов. Охлаждение осуществляется через медную державку, температура рабочей поверхности достигает 400–450 К. В водяных системах используется графитовый электрод, подаваемый автоматически по мере сгорания.
Сопло (анод). Изолированное от катода, обычно из меди или нержавеющей стали, с цилиндрической, конфузорной или диффузорной формой. Оно формирует плазменную струю, сжимая дугу. Сопло оснащено каналами для охлаждения (водой или воздухом) и может иметь межэлектродную вставку (МЭВ) для повышения энтальпии плазмы. При высоких токах добавляется магнитная система для перемещения разряда.
Вихревая камера и завихритель. Обеспечивают закручивание плазмообразующего газа для стабилизации дуги. Камера выполнена из диэлектриков (кварц, керамика) или металлов, с каналами для ввода газа (осевым или вихревым).
Система охлаждения. Водяная (для высоких нагрузок, с теплоемкостью воды для максимальной теплоотдачи) или воздушная (газодинамическая изоляция). Водяное охлаждение требует чистой воды и усложняет конструкцию, но позволяет устанавливать максимальные тепловые нагрузки.
Газовая система. Включает основной ввод плазмообразующего газа (воздух, азот, аргон, кислород, водород или смеси) под давлением до 8 атм, вспомогательные потоки для защиты и локального воздействия. Диаметр канала внутреннего электрода в 1–2 раза больше выходного для вихревого потока.
Изолятор и защитный кожух. Предотвращают короткое замыкание и защищают от брызг металла и пыли. Кожух требует регулярной очистки.
Дополнительные элементы. Высокочастотный осциллятор для поджига дуги (до 5000 В), регуляторы давления и шланги для газа/воды.
Расходные материалы — сопла и электроды — изнашиваются равномерно, при толщине металла до 10 мм комплект служит 8 часов. Несвоевременная замена приводит к дефектам реза.
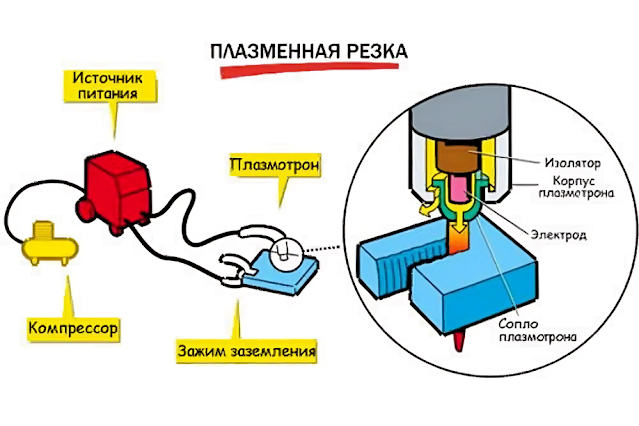
Принцип работы плазмотрона основан на создании электрической дуги в среде плазмообразующего газа, которая ионизирует газ, превращая его в плазму с температурой 5000–30 000 °C. Процесс включает несколько этапов:
Поджиг пилотной (дежурной) дуги. Между электродом (катод) и соплом (анод) подается высокое напряжение (до 5000 В) от высокочастотного генератора или короткий импульс. Это инициирует разряд, создавая путь для основной дуги. Альтернатива — пневмоконтактный поджиг с касанием заготовки.
Формирование плазменного канала. Газ (сжатый воздух, азот и т.д.) подается под давлением через сопло в зону дуги. Под действием электрического поля (постоянный или переменный ток) молекулы газа ионизируются, теряя электроны и образуя плазму — проводящий ионизированный газ. Температура в канале достигает 25 000–30 000 °C, скорость потока — до 1000 м/с.
Стабилизация и сжатие дуги. Газовый вихрь или другие методы фокусируют дугу, предотвращая её рассеивание. Плазменная струя приобретает кинетическую энергию, сжимаясь в сопле до диаметра 1–2 мм.
Взаимодействие с материалом. При контакте с заготовкой (анод) рабочая дуга переносится на неё. Плазма нагревает металл до плавления (или испарения), а поток выдувает расплав, формируя разрез шириной 1,5–3 мм. Защитный газ предотвращает окисление. Скорость резки — до 10 м/мин, точность — 0,1 мм.
Завершение. При отпускании кнопки дуга гасится, газ продувает зону для удаления остатков.
Энергия передается через дугу высокой плотности (до 250 000 °C в центре), обеспечивая минимальный нагрев прилегающих зон.
Плазмотроны классифицируются по множеству критериев: типу разряда, газу, стабилизации, охлаждению, току и перемещению.
Электродуговые. Используют анод и катод для создания дуги, могут быть с прямой или косвенной дугой, с электролитическими или вращающимися электродами.
Высокочастотные (ВЧ). Работают на индуктивном или ёмкостном принципе без электродов, в диэлектрических камерах, используются для чистых порошков.
Сверхвысокочастотные (СВЧ). Похожи на ВЧ-плазмотроны, но работают на еще более высоких частотах.
Комбинированные. Объединяют дуговой разряд, высокочастотное поле и магнитное поле.
По плазмообразующему газу:
Воздушно-плазменные. Сжатый воздух, для сталей/алюминия до 50 мм.
Газоплазменные. Азот, водород, аргон, кислород, пароводяные (на воде).
С активными газами. Смеси для повышения температуры.
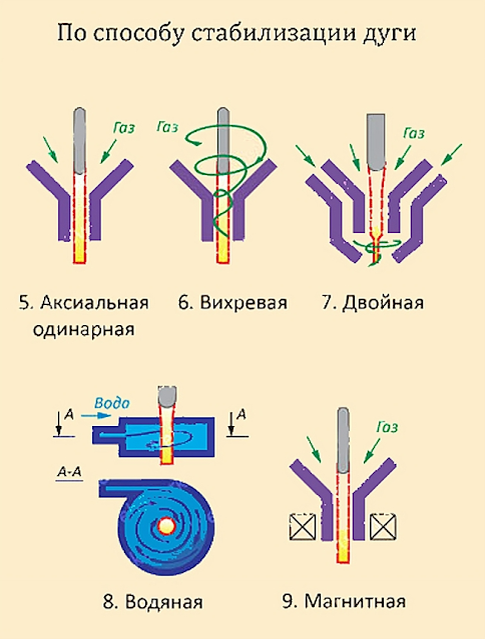
Газовая стабилизация. Самая простая и распространенная. Подтипы: Вихревая. Закручивание газа для сжатия и охлаждения стенок. Двойная. Два потока газа. Аксиальная одинарная. Осевой поток с МЭВ. Холодный газ сжимает дугу, фиксируя по оси, недостаток — меньшая эффективность.
Водяная стабилизация. Высокая степень сжатия (температура до 50 000 °C). Использует пары воды/графитовый электрод (подача автоматическая). Сложная конструкция с регулировкой, но повышенная скорость эрозии, для высоких нагрузок.
Магнитная стабилизация. Продольное поле от соленоида регулирует сжатие без потерь газа. Менее эффективна, усложняет конструкцию, для контроля формы дуги.
Стабилизация влияет на качество. газовая — для рутинных задач, водяная — для интенсивных, магнитная — для прецизионных.
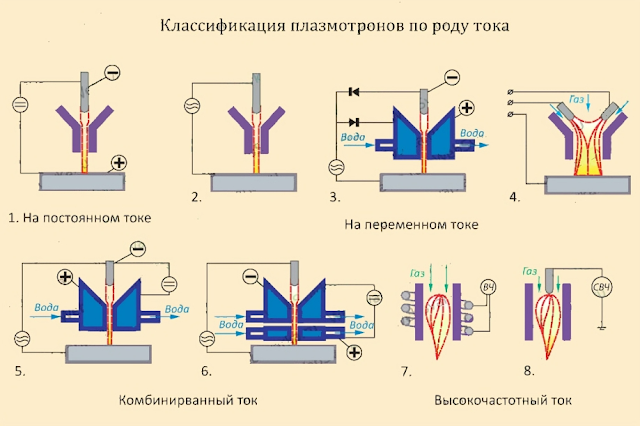
Плазмотроны могут работать от источников постоянного или переменного тока, а также использоваться в импульсном режиме.
Ручные. Управляются оператором для работы по контурам.
Механизированные. Обеспечивают повторяемость процессов.
Автоматизированные. Управляются системами с числовым программным управлением (ЧПУ).
Плазмотроны используются в различных отраслях благодаря универсальности:
Металлообработка. Резка листового металла (сталь, алюминий, медь, титан, нержавейка) толщиной до 90 мм, изготовление конструкций, проката. Скорость в 5–12 раз выше газокислородной.
Машиностроение и авиация. Фигурный раскрой деталей, отверстий, обработка тугоплавких сплавов. Точность 0,24–0,34 мм, минимальная деформация.
Строительство. Капитальные объекты, художественная ковка (декоративные элементы для лестниц, заборов).
Сварка. Плазменная сварка швов, включая электрошлаковую.
Другие. Получение порошковых металлов, подводная резка (снижение выбросов), ЧПУ-станки для серийного производства.
Применяются ручные установки для мелких работ и автоматизированные для крупных объемов. Достоинства и недостатки
Высокая производительность. Скорость резки в 5–10 раз выше традиционных методов, прожиг за секунды.
Универсальность. Обрабатывает любые металлы (включая нержавейку, алюминий, титан), толщиной до 90 мм.
Точность и качество. Минимальный зазор (1,5 мм), гладкие кромки без зачистки, деформация <0,1 мм, угол скоса регулируем.
Экономичность и мобильность. Низкие затраты на газ, портативные модели, ПВ до 100%.
Безопасность и экология. Минимальные вредные выбросы, низкий шум (с водяным экраном), нет открытого пламени.
Регулируемость. Легкий пуск/остановка, контроль мощности.
Ограничения по толщине. Неэффективно для >50 мм (экономически), требует мощных моделей.
Износ расходников. Регулярная замена электродов/сопел (каждые 8 часов), иначе дефекты (волны, косой срез).
Сложность эксплуатации. Требует точного угла (10–50°), давления, не для нескольких резахов одновременно.
Стоимость. Дорогое оборудование, особенно водяное охлаждение, низкий КПД по сравнению с дуговой сваркой.
Тепловые эффекты. Возможное насыщение азотом, окисление без защиты, шум и искры без экрана.
Выбор зависит от задач, материалов и условий:
По току и толщине. 4 A/мм для стали, 5–6 A/мм для алюминия/нержавейки. Для 10 мм — 40–50 A, бытовые (до 60 A, до 20 мм), профессиональные (до 160 A, до 55 мм), промышленные (до 800 A, до 90 мм).
Продолжительность включения (ПВ). 50–60% для бытовых, 100% для интенсивных работ.
Сеть и мощность. Однофазная (бытовые), трехфазная (промышленные), проверить нагрузку сети.
Охлаждение. Воздушное (простое, для <100 A), водяное (эффективное для высоких токов).
Поджиг дуги. Высокочастотный (без касания, удобный), пневмоконтактный (дешевле).
Газ. Воздух (экономично, для сталей), специальные (азот/аргон для точности).
Дополнительно. Ручной/механизированный, наличие ЧПУ, бренд (надежность расходников). Учитывать мобильность, цену и сервис.
Работа с плазмотроном требует строгого соблюдения техники безопасности:
Подготовка. Подключить источник питания (инвертор/трансформатор), компрессор/баллон с газом, шланги, регулятор давления (5–8 атм). Проверить изоляцию, очистить кожух от пыли/брызг.
Настройка. Выбрать режим (ток, скорость, диаметр сопла по толщине). Установить упор для расстояния 1,5–3 мм. Надеть СИЗ (маска, перчатки).
Продувка. Нажать/отпустить кнопку — газ продует резак 10–15 с.
Поджиг. Держать перпендикулярно на 10–15 см над заготовкой. Нажать кнопку: пилотная дуга зажигается (ВЧ или контакт). При касании — рабочая дуга.
Резка. Вести плавно под углом 10–50°, скорость по таблице (например, 1 м/мин для 10 мм). Следить за искрами — ровный поток.
Завершение. Отпустить кнопку, продуть газом 5–10 с. Очистить сопло ветошью, слить воду.
Обслуживание. Заменять расходники своевременно, хранить в сухом месте.
Заключение Плазмотроны революционизировали обработку материалов, предлагая высокую эффективность и универсальность. Несмотря на недостатки вроде износа и ограничений по толщине, их достоинства — скорость, точность и безопасность — делают их незаменимыми в промышленности. Правильный выбор и эксплуатация обеспечивают оптимальные результаты, подчеркивая роль плазмотронов в современном производстве.
|