|
|
Дефекты лазерной резкиСуббота, 11 Мая 2025 г. 01:15 (ссылка)
 Лазерная резка относится к высокотехнологичным методам резки и раскроя металла. Используя эту технологию, можно вырезать детали любой формы и размеров. При лазерной резке, как и при любом другом процессе возможен брак. Его причинами могут быть, как незнание технологии резки, так и самые прозаичные, механические проблемы. В статье мастер сварщик рассмотрит, какого рода изъяны могут появляться при лазерной резке металла, по какой причине они возникают и каким образом могут повлиять на качество производимой продукции. Суть процесса лазерной резки металла  Для раскроя металла по данной технологии используются специальные установки, обеспечивающие создание мощного лазерного луча. Последний фокусируется на обрабатываемой поверхности, вызывая ее активное разрушение: металл плавится, испаряется, сгорает. 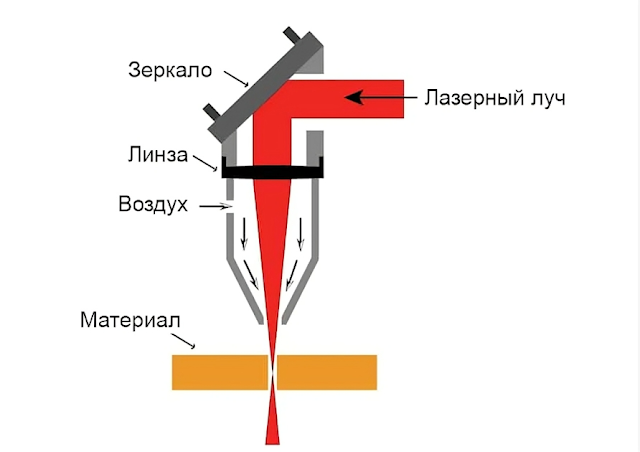 Подобный результат достижим благодаря ряду особенностей лазерного луча, таким как:
Данная технология представляет собой воздействие светового луча на поверхность, во время которого не всегда удается избежать дефектов лазерной резки металла. В целом, обработка предполагает три этапа промежуточных изменений материала заготовки. Первое соприкосновение луча лазера с металлом приводит к нагреванию материала до температуры плавления, данный процесс сопровождается образованием усадочной раковины. Далее металл начинает закипать и испаряться под действием выделяемой энергии. После чего заготовка проплавляется на всю толщину, позволяя инструменту осуществлять поступательные движения в выбранном направлении. Нужно понимать, что металл испаряется только при раскрое заготовок небольшой толщины. Обработка других изделий требует дополнительного удаления остатков вещества из рабочей зоны. Для этого используются различные вспомогательные средства, в роли которых могут выступать инертные газы, кислород, азот, различные воздушные смеси. А вся работа ведется оборудованием газолазерного типа. Подача активного кислорода в зону раскроя позволяет решить несколько задач. Дело в том, что данный газ удаляет продукты плавления металла, охлаждает поверхность среза, поддерживая оптимальную температуру. В результате сокращаются временные затраты на раскрой.  Говоря о дефектах лазерной резки металла, стоит отметить, что при данной обработке исключена деформация заготовок. Это экономически выгодно, поскольку позволяет отказаться от дополнительных припусков на линейных размерах. Иными словами, сокращается расход материала, что особенно заметно во время объемных работ, а также отсутствует необходимость в осуществлении дополнительных чистовых операций. Достоинства и недостатки лазерной резки  Лазерная обработка является достаточно дорогой услугой, однако цена является, пожалуй, единственным минусом на фоне большого количества плюсов подобной технологии. Основные преимущества данной методики:
Среди минусов данной технологии в первую очередь стоит назвать относительно высокую стоимость, о чем говорилось выше. Также специалисты выделяют непостоянство скорости производства и ограничения по габаритам. Дело в том, что данный метод подходит для раскроя листов размером не более 150х300 см. Лазер не справляется с резкой толстостенных металлов. Еще одна тонкость состоит в том, что эффективность и другие немаловажные параметры могут меняться в зависимости от типа лазера. Гарантированно качественный результат можно получить, лишь доверив работу специалистам в этой сфере. Недостаточный уровень подготовки мастера может привести к появлению некоторых дефектов лазерной резки металла. Три самых распространённых дефекта при лазерной резке металла 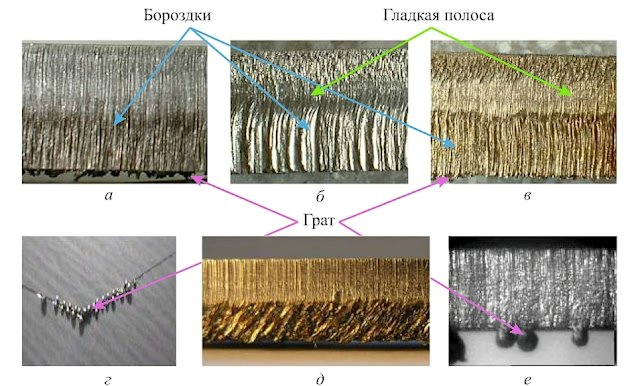 Обычно есть две причины для брака: выбрано сырье низкого качества или нарушены нормы, например, может быть изменена скорость раскроя. Также получение результата высокого качества невозможно без своевременного обслуживания оборудования и предельно точной проверки тестового образца перед его запуском в серию. Грат Так называют дефект лазерной резки, при котором на кромке обрабатываемого материала образуется облой или застывают капли расплавленного металла. Именно этот изъян чаще всего наблюдается, если оператор неправильно выставил скорость резки. Удаление грата производится либо ручным способом с применением абразивного инструмента, либо путем обработки изделия на специализированном оборудовании. Оба варианта сопряжены со значительными трудозатратами, кроме того, дополнительная механическая обработка изделия может повлечь изменение его геометрических параметров, что недопустимо при производстве продукции с высокими требованиями к точности размеров. Неровный край Такая проблема возникает при отклонении работы режущего станка от заданных параметров, что часто бывает связано с износом направляющих элементов или разладкой оборудования. Другая причина такого дефекта резки – плохая фиксация листа и его случайное смещение в процессе обработки. Качественное техобслуживание оборудования для лазерной резки с заменой изношенных элементов и тщательная подготовка к проведению технологического процесса помогут исключить появление такого изъяна при производстве продукции. Появление борозд или вихрей на выходе Такой дефект может возникнуть при резке металлопроката большой толщины, когда используется газовый поток, способствующий удалению расплавленного металла из рабочей зоны. Неправильно выбранный режим подачи газа или воздушной смеси, превышенное или недостаточное давление могут привести к появлению таких изъянов. Одной из главных технологических проблем в современной резке металлов лазером является то, что газы, используемые при обработке листов от 25 мм толщиной, могут оказывать значительное влияние на получаемый результат. Также нередко при обработке материалов большой толщины приходится снижать скорость резки до недопустимо низких значений, что приводит к образованию наплывов или грата. Прочие разновидности дефектов  Помимо перечисленных выше изъянов могут встречаться и другие виды дефектов при лазерной резке металлического проката: Раковины, выдувание металла Данный дефект образуется при высоком давлении рабочего газа, ошибке в используемых мощности и скорости, калибровке расстоянии до заготовки. Путь предотвращения – снижение скорости на 10% и мощности на 5%, давления на 1 бар. Гребешки, ребристость Возникают по причине слишком быстрой резки, ошибке в мощности. Чтобы устранить недостаток, нужно снизить скорость обработки на 5-10%, мощность – на 10%, давление – на 0,3 бар. Ребристость и гребешки на одной стороне заготовки возникают при неисправных сопле или линзах, которые нужно почистить либо установить новую дюзу по сечению. Разрыв заготовки на стороне врезания, кратер при прокалывании Образуется из-за низкого фокуса, неверно заданных параметров, излишней величины сопла дюзы. Чтобы избежать данного вида брака, нужно соответственно повысить фокус, поставить дюзу с меньшим соплом, установить параметры врезания по умолчанию. Неспособность раскроя металла с одной из сторон Происходит из-за неисправной линзы или сопла дюзы, а также отсутствия центровки сопла. Неисправные элементы следует заменить либо провести центровку сопла. Превышение допустимых значений плоскостности Дефект вызывают нарушения правил хранения исходного материала, реакции внутреннего напряжения металла. Избавиться от дефекта можно путём исправления деталей. Окалина Корка на металле, появляющаяся на нём после его нагрева. Возникает из-за неудовлетворительного состояния заготовки или неправильной настройки фокуса линзы. Избавиться от окалины можно химическим, электромеханическим способами. Прожог Отверстия на готовом продукте, появляющиеся после резки металла. Как правило, данный дефект характерен при лазерной резке алюминия. Хотя можно попробовать заварить прожог, следы его все равно будут видны. Может появиться по разным причинам. Отсутствие ухода за оборудованием Эта ошибка может показаться странной, но многие действительно пренебрегают обслуживанием станка. Пыль и грязь являются хорошими проводниками электричества, поэтому, как только происходит небольшой пробой контакта, электричество уходит в неизвестном направлении. Оно может пройти по всей трубке, попасть в корпус или в другое место. Конечно, 30 тысяч вольт при силе тока в 20–30 миллиампер не убьет человека, но удар будет неприятным. Если при подобной силе тока 30 тысяч вольт попадут по корпусу на электронные компоненты станка, те придут в негодность. Любая электроника, в том числе входящая в конструкцию оборудования для лазерной резки металла, не любит пыль, ведь она легко становится причиной короткого замыкания либо перегрева техники. Поэтому, если вы хотите, чтобы оборудование служило вам долго, не забывайте вытирать гравер и лазерную трубку от пыли. Также важно стирать смолы и другие продукты горения с ламелей, иначе гарь будет оставаться на обратной стороне материалов. Или, что гораздо серьезнее, возможно возгорание.
|
|
|
LiveInternet.Ru |
Ссылки: на главную|почта|знакомства|одноклассники|фото|открытки|тесты|чат О проекте: помощь|контакты|разместить рекламу|версия для pda |