Профильная труба активно применяемая в промышленном и гражданском строительстве, а также и во многих других современных производственных отраслях. Разнообразие сфер применения труб предопределяет широту сортамента стальных изделий, а также различия в технологии их изготовления. В статье мастер сантехник расскажет о способах изготовления и применение профильных труб.
Эксплуатационные сферы и преимущества профильных труб
Эксплуатационная принадлежность вышеуказанных изделий довольно обширна, однако, наиболее распространённым вариантом их использования является монтаж различных каркасных конструкций. Это связано с техническими характеристиками профтруб, среди которых выделяется прочность, являющаяся необходимой при возведении каркасных конструкций. Профтрубы используются при установке заборов с использованием профнастила (профлиста), различных ограждений, а также в качестве элементов декора.
Рассмотрим основные преимущества профилированных труб:
Такие изделия устойчивы к высоким нагрузкам;
Относительная дешевизна этих изделий, которая обуславливается количеством материала, используемого для их производства;
Лёгкий вес;
Устойчивость к механическим воздействиям.
Таким образом, применение профтруб позволяет не только выполнить конструкцию необходимой прочности, но и снизить общие финансовые затраты при строительстве. Однако такая экономия возможна только в случае строгого контроля производителем размеров профтруб. Они должны соответствовать стандартам, которые прописываются в ГОСТе.
В технической документации могут встретиться следующие обозначения:
ГОСТ – госстандарт для труб, применяемых в газо-, нефте- и теплопроводах;
DIN/EN – евросортамент стальных труб в соответствии с DIN 2448 и DIN 2458;
ISO – стандарт диаметров сантехнических и инженерных систем;
SMS – шведский стандарт диаметров труб и запорной арматуры;
ДУ (Dy) – условный проход.
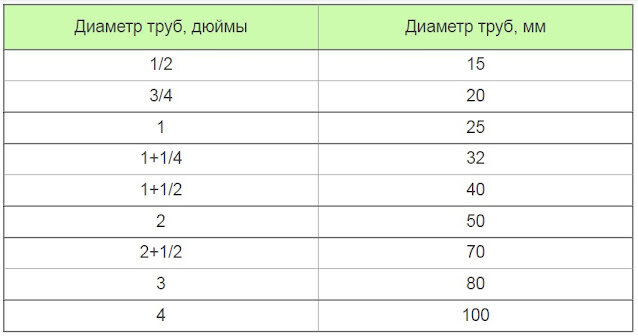
Если требуется размер изделия, представленный в миллиметрах, перевести в дюймы, величину округляют с большим значением. В 1 дюйме (inch) содержится 25,4 мм, что дает погрешность при округлениях, учитываемую при покупке.
Таблица диаметров труб в дюймах и миллиметрах:
Для чего необходим контроль размеров профильных труб
Ответ на этот вопрос довольно прост: строгий контроль размерных характеристик этой продукции необходим, потому что любая неточность в габаритах влияет на надёжность металлоконструкций, конструируемых из профтруб. В случае допущения ошибки при расчёте размеров возможны две основных проблемы:
Снижение прочности каркасной конструкции;
Увеличение массы каркасного сооружения.
Поэтому размеры профильной трубы должны соответствовать государственным стандартам. В случае несоответствия габаритных размеров стандартам, изложенным в ГОСТе, конструкция из такой продукции не будет обладать достаточной прочностью, что может привести к её разрушению.
Стоит отметить одну важную деталь — если профильная труба имеет нестандартные размеры, то расчёт этих изделий производится по индивидуальным формулам. Стандартные трубы можно рассчитать с помощью соответствующего ГОСТа. Таким образом, размеры профилированного металлопроката определяют саму возможность существования каркасной конструкции.
Варианты производства профильных труб
Хотя профильные трубы могут внешне выглядеть одинаково, существует четыре различных способа получения такой конфигурации. От методов производства зависит прочность изделия и себестоимость, а также возможные максимальные размеры и особенности дальнейшей эксплуатации.
Бесшовные горячедеформированные
Заготовки для производства методом горячего деформирования получают путем катания, непрерывного литья или ковки. Для получения бесшовных профильных горячекатаных труб используют трубу круглого сечения не имеющую сварного шва. Далее деталь подвергается нагреву и механическому воздействию на продольном прессе.
Для придания окончательной формы используется система вальцов. Так получается профиль нужного размера и правильного сечения. Таким способом изготавливают трубу квадратного или прямоугольного сечения с толстыми стенками, отличающуюся повышенной прочностью к нагрузкам.
Бесшовные холоднокатаные
Для получения профильной продукции этим методом применяются те же заготовки без швов, что и в вышеописанном способе. Отличие состоит в том, что круглая гильза не нагревается, а наоборот охлаждается и только потом поступает на систему вальцов для формирования профиля.
Таким способом изготавливаются профильные трубы с тонкими стенками. Отклонение от стандартных размеров не превышает 0.5%, поэтому бесшовные холоднокатаные трубы активно применяются в судостроении, изготовлении авто, различном оборудовании, где важна точность параметров.
Сварные трубы холоднодеформированные
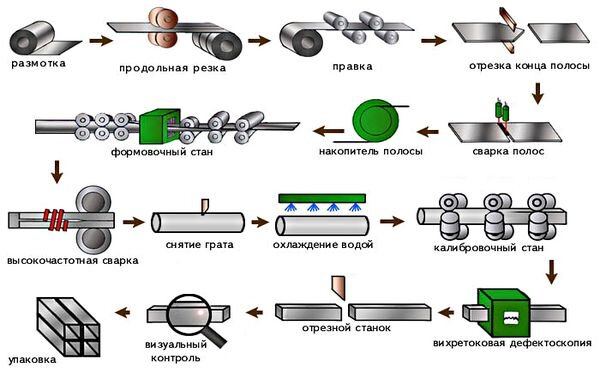
Трубы получают из стальной полосы (штрипсы), смотанной в рулон. На специальном оборудовании она разматывается и загибается продольно в цилиндр. В результате получается круглая труба с продольным боковым стыком. Стык соединяется полуавтоматической, контактной или плазменной сваркой.
Далее гильза подается на конвейер с вальцами, воздействующими на нее с усилием в сотни тонн. Так изделию придается профильная форма. При этом в металле неизбежно возникают внутренние напряжения от деформаций. Чтобы их "отпустить", применяют нагрев. Это устраняет возможные последующие физические процессы и обеспечивает сохранение правильной постоянной формы стали.
Сварные трубы из стальной полосы
Такой тип получения профильной трубы применяют для получения продукции не большого сечения. В качестве исходного материала здесь используются стальные листы. Сперва на гильотине изготавливают штрипс - трубную заготовку. Затем штрипс подвергают деформированию, а стык скрепляется точечной или дуговой сваркой.
Таким методом получают профильные трубы с тонкими стенками. Изделие отличается точными размерами. При использовании листов оцинкованной стали с еще меньшим сечением, можно выпускать сложные трубные конструкции нестандартной конфигурации.
Сравнение методов получения профильной трубы
Все профильные трубы проигрывают по себестоимости своим круглым аналогам, поскольку получаются из цилиндрических заготовок (по сути, готовых круглых труб), и только потом становятся квадратными или прямоугольными благодаря обработке вальцами.
Еще круглые трубы лучше распределяют внутреннее давление, ведь оно равномерно расходится по площади стенок. Но квадратное и прямоугольное сечение более удобно при сборке и сварке металлоконструкций (легче состыковать, удобнее отрезать, не катится на ровной поверхности и пр.), поэтому профильные трубы очень востребованы.
Бесшовные горячедеформированные и холоднокатаные профильные трубы считаются самыми дорогими. Ввиду этого они используются редко и оправданы только для получения продукции, предназначенной для мест с высокой нагрузкой. Это могут быть опорные колонны и другие элементы конструкции, от которых зависит безопасность.
Но там, где применим профиль повышенной прочности, подойдут и бесшовные круглые аналоги. Если требуется сэкономить, то можно использовать не профилированные трубы.
Сварные трубы является самым дешевым, ввиду низкой себестоимости заготовок. Еще один плюс технологии — неограниченность в размерах. Стальная полоса в бухте может быть длиной 10 и более метров, поэтому итоговый размер профиля не имеет ограничений.
Это позволяет выпускать цельную трубу больших продольных размеров, экономит время при сборке конструкций, исключает необходимость сваривать дополнительные участки по месту.
Отметим, что выпускать профильную трубу из одношовных цилиндрических заготовок можно не только на заводе, но и в гараже или небольшой мастерской. Для этого понадобится станок с вальцами. Чтобы снизить себестоимость, некоторые предприниматели не тратят электроэнергию для индукционного нагрева металла и снятия остаточного напряжения.
Это не критично, если продукция используется для изготовления заборов, мебели, небольших металлоконструкций. Но для строительства такие трубы не подойдут, поскольку могут впоследствии деформироваться. Обязательно, перед покупкой, следует уточнить нюансы изготовления трубы или просто обратиться к известному производителю с хорошей репутацией.
Разнообразие труб по форме профиля и размерам
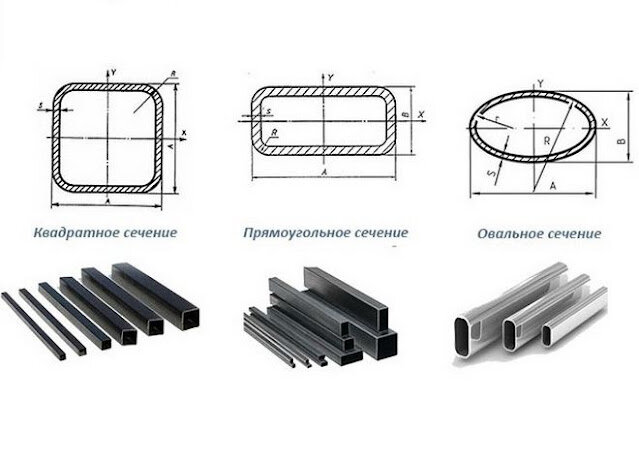
Кроме методов изготовления, важно знать размеры профильной трубы, чтобы подобрать соответствующие детали для будущей конструкции. Эти параметры регламентированы соответствующими ГОСТами и поделены по конфигурации профиля на такие категории:
Овальные трубы — ГОСТ 8642-68.
Прямоугольные трубы — ГОСТ 8645-68.
Квадратные трубы — ГОСТ 8639-82.
Рассмотрим каждую группу со всеми связанными параметрами более детально.
Трубы квадратной формы профиля
Квадратное сечение превосходит круглое в случае поперечного воздействия при горизонтальном расположении труб. Это актуально для несущих опор в качестве потолочных перекрытий или организации цоколя (балки). Круглые трубы отлично переносят внутреннее давление воды, поскольку оно одинаково воздействует на всю площадь стенок. А вот при нагрузке с одной стороны, они гнутся.
Продолжить чтение вы сможете по ссылке: